Sensory analysis of fine bakery products
DLG Expert report 05-2012

Author:
- Dipl.-Oecotroph. (FH) Stefanie Knust (nutritional scientist), Deputy Head of Quality Management & Laboratory, Griesson – de Beukelaer GmbH & Co. KG, Polch Plant s.knust@griesson.de
Fine bakery products are not counted among the staple foods. The focus here is on the enjoyment value. Nowadays sweet foods belong in every diet, from young to old, that allows people to “take a break” and eat something sweet. As Paracelsus said so many years ago – “Poison is in everything, and no thing is without poison. The dosage makes it either a poison or not”. The goal of this worksheet is to show examples of using sensory methods to adapt formulations with regard to sustainability in the field of Fine Bakery Products. The DLG Expert Knowledge Series 1/2010 and 2/2010 on analytical methods and 4/2010 on hedonic methods provide a detailed insight into the sensory methods.
1. Legal bases
Since 1991 the German Food Code has provided Guidelines for Fine Bakery Products. Fine bakery products are compound foods with ingredients that above all “become effective in terms of baking technology via the functional properties of respective constituents”.
1.1 Basic definition
Under “Fine Bakery Products”, the Guidelines for Fine Bakery Products contain a category for bakery products that are produced “by baking, roasting, drying, cooking extrusion or other technological methods”. These products are characterised by the fact that their contents of fat and/or sugar types comprise more than 10 parts to 90 parts of cereal/cereal products and/or starch. For products with creams, minimum requirements of name-giving ingredients are made in addition. For instance a cocoa cream must include a weight component of at least 2.5% strongly de-oiled cocoa powder. “Biscuits (biscuit) are bakery products consisting of small or moderately small pieces, not sweet or more or less sweet, made from dough generally containing fat that is rolled out, shaped, sprayed … or cut”.
1.2 Classification of Fine Bakery Products
Fine bakery products are subdivided into the following groups:
1. Fine doughs with yeast, e.g. light doughs with yeast (tray-baked cake, crumble cake, sweet raisin bread), rich doughs with yeast (stollen cakes, traditional German ring cakes), Danish pastries and rusks
2. Fine doughs without baker’s yeast, e.g. shortbread, hard biscuits, flaky pastries, gingerbread, brown gingerbread
3. Fine bakery products made from beaten mixtures: without further ingredients in the mixture, with filling and/or coating, also topping/covering, e.g. sponge mixtures, Vienna mixtures, stirred mixtures, plain cake mixtures
4. Fine bakery products made from mixtures without beating: flat and shaped wafers, wafers from stirred mixtures, choux pastries
The following Article examines the group of Fine Bakery Products from hard biscuit dough, with filling and/or topping, also coating or glaze.
2. Sustainability
2. 1 The concept
The subject of sustainability and palm fat cultivation is making its way into the food industry and becoming increasingly significant. The term sustainability can be understood to mean a system that unites three components – ecological, economic and social sustainability. The World Commission on Environment and Development (WCED) created 1983 by the United Nations spoke in 1987 of a concept of sustainable development that allows “the present generation to satisfy its needs without risking the capability of the future generation to be able to satisfy its own needs”. The focus should not be placed solely on inter-generational equity, but also on global equity.
2.2 Sustainability standards for raw materials
The origin of the sustainability standards goes back about 40 years. In the 1970s environmental protection groups brought the first bio-standards onto the market. In the 1980s the “Rainforest Alliance” began with certifications in forestry. The best-known standard is “Fairtrade”, which goes back to the late 1950s (One-World Shops). In the last two decades a large number of state and private sustainability standards have shot up like mushrooms (estimates count around 400 standards). This has led to high administrative costs and confusion regarding their significance and conclusiveness. Germany and other western countries bear a great responsibility with regard to support for sustainable procurement. Exports from emerging economies have increased strongly and above all the German food industry must satisfy the call for responsibility awareness, for Germany is one of the main customers for coffee, cocoa and tea.
2.3 Implementation and certification
Like every quality standard, sustainability too is certified by independent accreditation agencies. The rhythm of certification is on average about three to five years.
3. Technology hard biscuit dough (sandwich biscuits)
In the case of hard biscuits without special ingredients, minimum quantities of fat are specified. For example around 10 parts fat and 25 parts sugar are used. Bakery products from hard biscuit doughs consist of doughs that are relatively low in ingredients and liquid. Hard biscuits are therefore considered to be durable bakery products. The water content is low and the aw value lies between 0.20 and 0.75. Hard biscuits can be pure or “refined” (with filling or coating). Sandwich biscuits are stamped out and baked in a conveyor oven. They then pass through a cooling section so that they reach room temperature. After application of the filling, they are cooled further. They are then passed to the packaging machine.
4. Sustainability of sandwich biscuit products
4.1 Example, sustainable palm fat
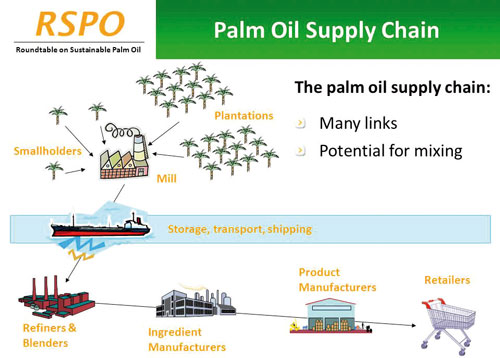
The organisation RSPO (Roundtable on Sustainable Palm Oil) forms the basis for sustainable palm fat. The Roundtable for Sustainable Palm Oil was founded in the year 2004 and unites producers, palm oil traders and processors, consumer goods producers, traders and various organisers such as the WWF. The RSPO is committed worldwide to sustainable palm oil cultivation methods in order to “promote the cultivation and use of sustainable palm oil in the course of the entire value chain by talks with all market participants” (see Fig. 1). A distinction can be made between four different types of sustainable palm fat:
– Identity Preserved (IP): palm oil from a single, defined RSPO-certified plantation
– Segregation (SG): palm oil from different RSPO-certified plantations
– Mass Balance (MB): defined mixture ratio between sustainable and non-sustainable material
– Book&Claim: RSPO certificates are traded via greenpalm.org
Mass Balance offers the possibility of keeping the costs of transport and production low by mixing certified and conventional material, especially when sufficient certified material is not yet available. In the case of taste-intensive raw materials such as e.g. cocoa, a further advantage of Mass Balance is that taste differences due to the use of raw materials (certified and conventional) from different regions can be minimised.
When processing sustainable palm fat, alongside the batch-related traceability and variety purity (Rework), the separation of conventional and sustainable palm fat must also be taken into account in the Segregation and Identity Preserved models.
4.2 Exchanging raw material 1 for sustainable palm fat
Sustainability in the product includes not only the use of sustainably cultivated raw materials, but also product optimisations, for example as regards food safety (3-MCPD esters etc.) or the nutrient value profile (e.g. hardened fats). In the present example, looking at the product sandwich biscuit, the filling and the dough have been optimised. The goal was always to retain the typical product characteristics of taste and texture. This was ensured by accompanying sensory tests and storage trials. In the course of time, various measures were implemented, such as e.g. exchanging hardened coconut fat against a palm-fat-based fat mixture in the filling. Further optimising of the fat mixture to minimise the 3-MCPD esters was carried out by reducing the palm fat share and using sustainably cultivated palm fat and palm core fat. Here the taste and the melting properties of the cream were always the subject of special observation. The same procedure was also used for the biscuit. Here optimising the fat for 3-MCPD ester reduction involved paying attention in particular to the consistency and resistance to breakage of the biscuits.
5. Requirements made of a sustainable raw material
5.1 Production and quality management/laboratory
Processing
The conversion from the standard raw material to the optimised fat is accompanied by various conditions which the processor must take into account and satisfy. Only the supplier model in the product may be used, as is also stated in the formulation. Deviations must be agreed with the Quality Management and release must be obtained. If different models (Segregation, Identity Preserved) are used in the products, clean production of the articles must be ensured. This means that production can only take place at the beginning of the week and work can only be carried out with clean facilities. On delivery of the certified fats, the delivery papers – delivery model and certification number of the supplier – and the pallet markings must be checked.
Mixing
Mixing with conventional products must be ruled out. A contamination tolerance of 5% must be observed. Deliberate mixing of different delivery models leads to devaluation of the goods. Mixing of IP material may only take place if the IP batches delivered originate from one and the same certified plantation or mill. Only MB material can be mixed in unlimited quantities with SG/IP material. Batch-related traceability of the certified fat must always be ensured.
5.2 Production planning and purchasing
Before the annual audit, the production planning must determine the quantities of RSPO raw materials used in the preceding year and the current stocks in storage. The purchasing department should be able to present an overview of all RSPO-certified suppliers, including their RSPO number and a three-monthly check of the validity. All invoices issued by suppliers must display the supplier-model and the RSPO number.
5.3 Marketing
A few things must be taken into account especially as regards the labelling of certification. For instance in the case of products claiming certification, a purity of ≥95 % of the claimed supply model must be achieved. A license is necessary to use a trademark logo.
6. Sensory testing in the case of raw material exchange (sustainable)
Sensory testing is being carried out ever more intensively in food-producing companies. Whether in large corporations or small family firms, each product is regularly tasted within the context of quality surveillance. Product development is a further field for sensory testing. The most important quality criterion for every manufacturer is a sound product that does not smell, taste or look unpleasant, for a disappointed consumer will not buy the product a second time.
6.1 Triangle Test
The triangle test is the most widespread sensory test used in practice. It serves to test three samples to ascertain the presence or absence of any significant difference. The test is more informative than, for example, the Duo-Trio Test. The triangle test is used to examine product differences, to check the formulation, and also as a training measure for testers.
Three samples are placed before the tester on a random basis, two of which are identical. The tester is asked which sample deviates most strongly from the others. Given possible non-homogeneity of the material being tested, there may also be a difference between supposedly same samples.
6.2 Duo-Trio Test
The Duo-Trio Test is very similar to the Triangle Test and serves to check for both differences and similarities. In this test the testers are given three samples. One testing sample is marked as a reference sample; the other two samples are handed out coded with a three-digit number. In this test method the testers are to determine which sample corresponds to the reference sample (testing for similarity) and which one is different from the reference sample (testing for difference).
The guessing probability in this test is 50%. In the triangle test the probability of guessing the right sample is 1/3.
6.3 In/Out Test
The In/Out test, also called the inside/outside test, serves to examine whether the product being tested is inside (IN) or outside (OUT) the specification. The test method distinguishes between three test variations:
– Categorical IN-OUT Test
– Scaled IN-OUT Test
– Descriptive IN-OUT Test T
he advantage of the scaled IN-OUT Test, with the four-stage assessment “well in”, “just in”, “just out” and “well out” is that any incipient quality deviations can be identified at an early stage.
6.4 Popularity Test
With the popularity test it is possible to establish in a consumer test what consumers think of the new product being tested with the modified raw material. Here the existing product is tested for difference and preference against modified test products.
7. Sensory testing of the product stability
7.1 General requirements
A change in the raw materials goes hand in hand with a (qualitative) change of the product and it is possible to examine the influence of this on the stability in various ways. The DIN standard 10968 specifies procedures with which the minimum stability of foods can be determined and examined by sensory testing. A further possibility is a test with a storage trial in which the product is subjected to sensory testing at specified intervals. The sensory testing should include appearance, odour and taste, as well as texture. The expected stability is to be assessed in order to specify the testing interval. When testing for stability it is important that the samples be stored under real conditions (lighting, atmospheric humidity, temperature). It is also necessary to compare the test sample with a reference (standard applying so far, sample produced freshly for each test interval).
7.2 Performing the Sensory Test
When applying difference tests, the optimised fats are to be tested for possible sensory differences. The goal of the tastings is to exclude any significant difference (above all related to consistency and taste) between the samples.

Only when this is assured can the trial sample be passed on for the further product development phase. In the present example, a large number of fat mixtures were tested and evaluated in the course of the product development phase.
7.2 Performing the Sensory Test
When applying difference tests, the optimised fats are to be tested for possible sensory differences. The goal of the tastings is to exclude any significant difference (above all related to consistency and taste) between the samples. Only when this is assured can the trial sample be passed on for the further product development phase. In the present example, a large number of fat mixtures were tested and evaluated in the course of the product development phase.
7.2.1 Triangle Test to examine the quality properties
The products with the standard fat in the cream were tasted by the in-house panel in a comparison with product samples made with the optimised fat. The testers enter the data obtained in this way in the given test forms. The testers’ information regarding the deviating sample and regarding preferences are set out in table form with possible reasons. The significant difference can be reinforced by statements from the panel.
7.2.2 In/Out Test to confirm the shelf life
The test samples to be assessed are made ready for the test together with the reference samples under defined storage conditions, such as e.g. room temperature and duration of storage. The goal of the storage trials should be to confirm the shelf life of the reference sample of 10 months with the existing product properties. The respective samples (reference and trial) in the storage tests are subjected to sensory testing using an In/Out Test at intervals of four weeks. At the end of the planned storage period the results are compiled and evaluated.
7.2.3 Popularity Test using a sensory analysis study
The different samples of the product being developed, each containing the various optimised fats, are to be tested for differences and preferences with the help of a study conducted by a commissioned Sensory Institute. The test should provide a first impression of a preferred fat. It is to be determined what sensory characteristics define the products being developed – what is the “special feature” of the formulations? How are the products assessed in sensory terms and which variant (standard product or test product) is preferred? This study should serve to confirm the product being developed so far in its properties or to supply helpful approaches for further development.
7.3 Presentation of results
7.3.1 Triangle Test Cream
In the first test the trial fat in the cream was unable to win over testers. None of the samples corresponded to the standard as regards consistency and melting behaviour. By contrast, another palm fat mixture in a second test won the preference of the panel (divergent melting behaviour). However, no significant difference was ascertained in either test. It can be assumed that the differences between the test and reference samples are very slight with regard to the fat used.
7.3.2 In/Out Test Product
The storage trials focused above all on the consistency and the taste. However, the appearance (in other words fat bloom) was also to be assessed.
– Storage at room temperature (20 °C) and in the freezer compartment (-18 °C): No differences became visible during the trial in the example considered here. No changes were ascertained in either the taste or the texture.
– Storage at room temperature (20 °C): In the course of the trial of the first fat to be tested, no taste difference was found. The trial sample differs in consistency through the somewhat firmer cream, which was confirmed up to the end of the storage trial. This is also reflected in the water content of the biscuit, which increases a little more strongly after six months than that of the reference sample.
A further fat used in a test sample displays deviations regarding slight firming of the consistency in the course of the trial. Furthermore, the reference and test sample displayed slight ageing appearances in the course of time as regards odour and taste.
7.3.3 Popularity Test
The data from the consumer test show that the two cream variants of the test samples differ distinctly from each other. The goal of developing a new cream formulation with sensory properties roughly corresponding to those of the present standard has not been achieved with the product being developed. The consumers interviewed describe different taste sensations in the consumption variant “dipping into a liquid”. Before dipping, a more intensive odour and taste is perceived than after dipping. If one considers the results of the consumers questioned, the two development products are also evaluated very differently as regards the texture of the cream.
8. Final consideration
In the present example, modifications of the ingredients were undertaken regarding sustainability via the product relaunch. Specifically, trial fats from different suppliers and quality stages were exchanged and tested. The data obtained via various sensory methods only confirm the quality properties of the reference product for a few trial fats in a comparison with the original product and the standard fat raw material. In product adaptations to improve the sustainability status (e.g. replacing hardened fats, additives etc.), the goal is to retain the typical product character. In order to achieve this and obtain an optimal product result, varied development and testing work using sensory methods is necessary.
A literature list can be requested from the author.