Automatisches Melksystem DairyRobot R9500 Monobox
DLG-ANERKANNT "Verbrauchskennwerte "


Das Prüfzeichen
Ein Prüfzeichen „DLG-ANERKANNT in Einzelkriterien“ wird für landtechnische Produkte verliehen, die eine umfangsreduzierte Gebrauchswertprüfung der DLG nach unabhängigen und anerkannten Bewertungskriterien erfolgreich absolviert haben. Die Prüfung dient zur Herausstellung besonderer Innovationen und Schlüsselkriterien des Prüfgegenstands. Der Test kann Kriterien aus dem DLG-Prüfrahmen für Gesamtprüfungen enthalten oder sich auf andere wertbestimmende Merkmale und Eigenschaften des Prüfgegenstandes fokussieren. Die Mindestanforderungen, die Prüfbedingungen und -verfahren sowie die Bewertungsgrundlagen
der Prüfungsergebnisse werden in Abstimmung mit einer DLG-Expertengruppe festgelegt. Sie entsprechen den anerkannten Regeln der Technik sowie den wissenschaftlichen und landwirtschaftlichen Erkenntnissen und Erfordernissen. Die erfolgreiche Prüfung schließt mit der Veröffentlichung eines Prüfberichtes sowie der Vergabe des Prüfzeichens ab, das fünf Jahre ab dem Vergabedatum gültig ist.
In der durchgeführten Teilprüfung wurde das „Automatische Melksystem GEA DairyRobot R9500 Monoboxsystem“ der Firma GEA Farm Technologies auf seine typischen Verbrauchskennwerte untersucht. Mittels Labormessungen wurden die spezifischen Verbräuche an Strom, Wasser und chemischen Betriebsmitteln für Melken, Reinigen und im Leerlauf ermittelt (Tabelle 1). Grundlage der Teilprüfung war der DLG-Prüfrahmen für Automatische Melksysteme, Stand Dezember 2018. Andere Kriterien als die dargestellten wurden nicht untersucht.
Beurteilung – kurz gefasst
Das Automatische Melksystem GEA DairyRobot R9500 Monoboxsystem wies bei standardisierten Verbrauchsmessungen in den Prozessen „Melken“, „Reinigen“ und „Leerlauf“ die in der Tabelle 2 aufgeführten Verbräuche auf. Die Verbrauchswerte bewegen sich insgesamt auf einem sehr niedrigen bis niedrigen Niveau.
Das DairyRobot R9500 Monoboxsystem wies gegenüber dem Vorgängermodell deutlich verbesserte Verbrauchswerte sowohl für Wasser als auch für Strom auf. Insbesondere bei der Warmwasserbereitstellung zeigt sich ein deutlicher Effekt, da ein auf den Bedarf abgestimmter Boiler (120 l) eingesetzt wurde. Das bereitgestellte Warmwasser wird auf mindestens 60 °C aufgeheizt. Damit konnte gegenüber der früheren Praxis, 80 °C warmes Wasser bereitzustellen, eine deutliche Reduzierung des Energiebedarfs realisiert werden.
GEA hat sich bewusst für die Zirkulationsreinigung entschieden. Durch längere Reinigungszeiten für die Hauptreinigung und die Rücklaufleitung entsteht ein etwas höherer Wasser- und Energiebedarf. Einen Ausgleich schafft GEA durch die Optionen nach Bedarf mittels lokaler Reinigung, Systemspülung oder lokaler Spülung eine bedarfsrechte Reinigungsvariante einsetzen zu können.
Die Hauptreinigung verbrauchte im Test 82,7 l Wasser. Der Strombedarf lag bei 3,05 kWh. Er reduziert sich bei Nutzung von vorgewärmtem Wasser aus beispielsweise einer Wärmerückgewinnung auf 1,23 kWh. Bei der lokalen Reinigung ist ein ähnlich großer Einspareffekt durch die Nutzung einer Wärmerückgewinnung zu beobachten. Der Stromverbrauch reduziert sich durch die Nutzung von vorgewärmtem Wasser von 0,75 kWh auf 0,3 kWh. In beiden Reinigungsprozessen wird mit min. 60 °C warmem Wasser gereinigt. Einen Überblick über die Verbrauchswerte gibt Tabelle 2.
Die Kalkulation für einen Standardbetrieb mit täglich 150 Melkungen, davon 140 Leichtmelkungen und 10 Schwermelkungen, 3 Hauptreinigungen, 1 Systemspülung und 1 lokale Spülung (jeweils ohne vorgewärmtes Wasser) ergab einen Energiebedarf von 2,18 kWh je 100 kg ermolkener Milch und einen Wasserbedarf von 37,66 Liter je 100 kg ermolkener Milch. Der Energiebedarf reduziert sich auf 1,54 kWh je 100 kg ermolkener Milch, wenn vorgewärmtes Wasser aus beispielsweise einer Wärmerückgewinnung genutzt wird.
Tabelle 1: Ergebnisse im Überblick
| DLG-Qualitätsprofil | Bewertung* |
| Verbrauchskennwerte | |
| Melken | ✓ |
| Reinigen | ✓ |
| Leerlauf | ✓ |
* Bewertungsbereich: Anforderung erfüllt (✓) / Anforderung nicht erfüllt (X)
Tabelle 2: Verbrauchswerte nach Prozessen
| Verbrauchswerte (Verbrauch an Strom, Wasser, Betriebsmitteln) | ||
|---|---|---|
| Geprüfter Prozess | Verbräuche | |
| Warmwasser + Kaltwasser ohne Wärmerückgewinnung | Warmwasser + Kaltwasser mit Wärmerückgewinnung | |
| Melkung „Spitzenmelker“ (8,7 min., davon 1,64 min. Leerlauf) | 0,159 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure | 0,141 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure |
| Melkung „Leichtmelker“ (9,0 min., davon 1,6 min. Leerlauf) | 0,159 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure | 0,141 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure |
| Melkung „Schwermelker“ (12 min., davon 2,6 min. Leerlauf) | 0,189 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure | 0,171 kWh 1,1 l Kaltwasser 1,2 l Warmwasser 12,3 g Dippmittel 3,4 g Peressigsäure |
| Hauptreinigung (Systemreinigung) | 3,05 kWh 47,5 l Warmwasser 35,2 l Kaltwasser 183,3 g Reiniger alkalisch 192,0 g Reiniger sauer | 1,23 kWh 47,5 l Warmwasser 35,2 l Kaltwasser 183,3 g Reiniger alkalisch 192,0 g Reiniger sauer |
| Lokale Reinigung (Box Reinigung) | 0,75 kWh 11,8 l Warmwasser 10,5 l Kaltwasser 66,8 g Reiniger alkalisch | 0,30 kWh 11,8 l Warmwasser 10,5 l Kaltwasser 66,8 g Reiniger alkalisch |
| Systemspülung (Intervall Spülung) | 0,18 kWh 2,3 l Warmwasser 3,3 l Kaltwasser | 0,09 kWh 2,3 l Warmwasser 3,3 l Kaltwasser |
| Lokale Spülung (Box Spülung) | 0,15 kWh 2,1 l Warmwasser 3,6 l Kaltwasser | 0,07 kWh 2,1 l Warmwasser 3,6 l Kaltwasser |
| Leerlauf (60 min.) | 0,38 kWh | |
| Verbrauch für den Standardbetrieb1 je 100 kg Milch | 2,18 kWh ohne bzw. 1,54 kWh mit Wärmerückgewinnung 37,6 l Wasser 26,7 g Reiniger alkalisch 12,8 g Reiniger sauer 31,8 g Peressigsäure 114,9 g Dippmittel | |
1 Kalkulation siehe "Fazit"
Das Produkt
Beschreibung und Technische Daten
Geprüft wurde das Automatische Melksystem GEA DairyRobot R9500 Monobox, Softwareversion 1.7.
Die Ausstattung der Anlage ist in Tabelle 3 dargestellt.
Tabelle 3: Beschreibung und technische Daten
Beschreibung und technische Daten – GEA DairyRobot R9500 Monobox (Melkroboter) |
| – Monobox-Melkanlage; Maschinensoftware 1.7 – Anschlusswert: 2,5 kW/16 A |
| Externe Vakuumversorgung |
| – Vakuumpumpe RPS 400 mit 400 l/min bei 50 kPa, frequenzgesteuert – Anschlusswert: 1,1 kW |
| Pulsation |
| Milchflussabhängig |
| Externe, zentrale Versorgungseinheit |
| – Versorgung von bis zu vier Melkboxen mit Strom, Druckluft, Wasser und Reinigung – Anschlusswert: 0,37 kW |
| Externe Dipp- und Desinfektionseinheit |
| Versorgung von bis zu vier Melkboxen mit Dippmitteln für Pre- und Postdipping und Desinfektionsmitteln für Melkzeugzwischendesinfektion |
| Receivereinheit |
| Trennung von a) Milch für Anlieferung (Gutmilch) b) Milch für Kälber c) zu entsorgende Milch Endeinheit für Gutmilch (5 l Volumen) mit frequenzgesteuerter Milchpumpe |
| Externer Boiler |
| – Vaillant eloSTOR VEH exclusive, 120 l Volumen – Anschlusswert: 6 kW |
| Externe Druckluftversorgung |
| – Scroll-Kompressor Atlas Copco SF2 FF mit integriertem Kältetrockner, ölfrei, 4,2 l/s bei 8 bar – Anschlusswert: 2,2 kW |
| Ein-, Auslasstore |
| pneumatisch angetrieben, seitlicher Ein- und Ausgang (K-Flow-Konzept) |
| Tiererkennungssystem |
| CowScout ISO Respondererkennung durch zwei Lichttaster |
| Zitzenerkennungssystem |
| 3-D Kamera (TOF) |
| Zitzenreinigung |
| mit angewärmtem Wasser im Melkbecher |
| Melkarm |
| – elektrisch von drei Motoren angetrieben – mit Gegengewicht, frei hängend während des Melkens |
| Vorgemelk |
| variable Vorgemelksmenge, einstellbar zwischen 10-60g/Zitze |
| Milchqualitätsüberwachung |
| viertelweises Monitoring von: Milchmenge, Milchfluss, Melkdauer, Temperatur, Farbe, Leitfähigkeit, somatischer Zellzahl (optional) |
| Zitzendesinfektion |
| Einleiten von Desinfektionsmittel per Druckluft in Melkbecher |
| Melkzeuzwischendesinfektion |
| Einleiten von Peressigsäure per Druckluft in Melkbecher (optional) |
| Anlagenreinigung |
| Zirkulationsreinigung, chemisch (alkalisch und sauer), teilweise nur Wasser (Vor- und Nachspülen) |
| Reinigungsprozesse |
| Hauptreinigung (Bezeichnung GEA: Systemreinigung) Reinigung aller Milch führenden Systeme und Leitungen einschließlich der Druckleitung zum Milchtank mit alkalischer oder saurer Reinigungsmittellösung. Das für die Reinigung benötigte Wasser (kalt aus dem Netz oder vorgewärmt aus z. B. einer Wärmerückgewinnung) wird im Boiler auf mindestens 60 °C erwärmt und ins System eingespeist. Die Rücklauftemperatur wird mit mindestens 45 °C angegeben. Prozess – Vorspülung mit warmem Wasser (35 °C ) gemischt aus 60 °C warmem Wasser aus Boiler und Kaltwasser
Lokale Reinigung (Bezeichnung GEA: Box Reinigung) Nach Melkungen von behandelten Kühen.
Systemspülung (Bezeichnung GEA Intervall Spülung) Prozess – Spülung mit warmem Wasser (35 °C ) gemischt aus 60 °C warmem Wasser aus Boiler und Kaltwasser Lokale Spülung (Bezeichnung GEA: Box Spülung) Prozess – Spülung mit warmem Wasser (35 °C ) gemischt aus 60 °C warmem Wasser aus Boiler und Kaltwasser |
| Weitere Reinigungen |
|
Die Methode

Verbrauchskennwerte
Zur Ermittlung der Verbrauchswerte wurde das AMS mit einer speziellen Messtechnik ausgestattet, die die Verbrauchswerte des Systems nicht beeinflusst. Mit dieser Messtechnik wurden die Stromverbräuche für Vakuumpumpe, Kompressor, Boiler und das eigentliche AMS einschließlich der Steuer- und Versorgungseinheiten, ferner der Druckluft- und der Wasserverbrauch sowie die Verbräuche an Reinigungsmitteln und Dippmittel erfasst.
Das AMS wurde entsprechend in den vom Hersteller für den Praxisbetrieb empfohlenen Einstellungen für den grundsätzlichen Betrieb, die verschiedenen Reinigungsabläufe und das Melken geprüft. Vorgegeben durch die DLG-Prüfvorschrift waren die Länge der Milchdruckleitung mit 25 m und eine Ausgabe von 1 kg Kraftfutter pro Melkung. Um unabhängig von einzelbetrieblichen Einflüssen die spezifischen Verbräuche an Strom, Wasser und chemischen Betriebsmitteln ermitteln zu können, werden unter Laborbedingungen alle wesentlichen, im Verlauf eines Tages ablaufenden Prozesse, vom Melken mit hoher und vergleichsweise geringer Auslastung über die verschiedenen Reinigungen bis hin zum Leerlauf abgebildet und gemessen.
Die Melkungen erfolgen weitgehend realistisch an einem „künstlichen Euter“ (Bild 2), dessen Milchabgabe nach definierten und typischen Milchflusskurven für „Spitzen-, „Leicht- und „Schwermelker“ erfolgte (Tabelle 4). Für die Tests wurde H-Milch (1,5 % Fett) verwendet.
Die Messungen beginnen mit dem Öffnen und Schließen des Eingangstores und der Ausgabe von 1 kg Kraftfutter in den Futtertrog. Nach dem Ansetzen der Melkbecher erfolgt die Stimulation und die Reinigung der Zitzen, dann das Vormelken bis zum eigentlichen Melkbeginn. Nach Ende der Milchabgabe entsprechend der definierten Milchflusskurve werden die Zitzen im Melkbecher desinfiziert, die Melkbecher abgenommen und das Ausgangstor geöffnet und geschlossen. Abschließend wird noch eine Leerlaufzeit in die Messungen eingeschlossen, damit die Messtechnik dem Melken nachfolgende Prozesse wie beispielsweise das Abpumpen von Milch vollständig erfasst. Jeder Melkvorgang wird mindestens fünfmal wiederholt.
Zur Ermittlung der Verbrauchsmengen für die Prozesse zur Anlagenhygiene wurden alle Reinigungsvorgänge des Systems im praxisüblichen Verlauf durchgespielt und die benötigten Mengen an Energie, Wasser und Betriebsmitteln erfasst. Die eingesetzten Reinigungsmittel (alkalisch und sauer) wurden jeweils in einer Anwendungslösung von 0,5 % verwendet.
Da eine Anlage nicht immer im Melk- oder Reinigungsprozess ist, sondern sich gelegentlich im Leerlauf befindet, werden neben den Messungen während der Melkungen und Reinigungen die Verbrauchswerte einer Anlage im Leerlauf gemessen. Dazu läuft die Anlage gemäß Messvorschrift der DLG eine Stunde „leer“.
Tabelle 4: Kenndaten der geprüften Melkungen
| Melkung | Einzelgemelksmenge [kg] | max. Milchfluss [l/min] |
| „Spitzenmelkung“ | 12,5 | ≥ 6,0 |
| „Leichtmelkung“ | 10,8 | 4,0 |
| „Schwermelkung“ | 9,3 | 2,0 |
Die Testergebnisse im Detail
Verbrauchskennwerte
Die Energie verbrauchenden Komponenten der GEA DairyRobot R9500 Monobox sind
- Druckluft-Kompressor
- Vakuumpumpe
- Elektromotoren für Melkarm und Futterdosiereinrichtung
- Boiler
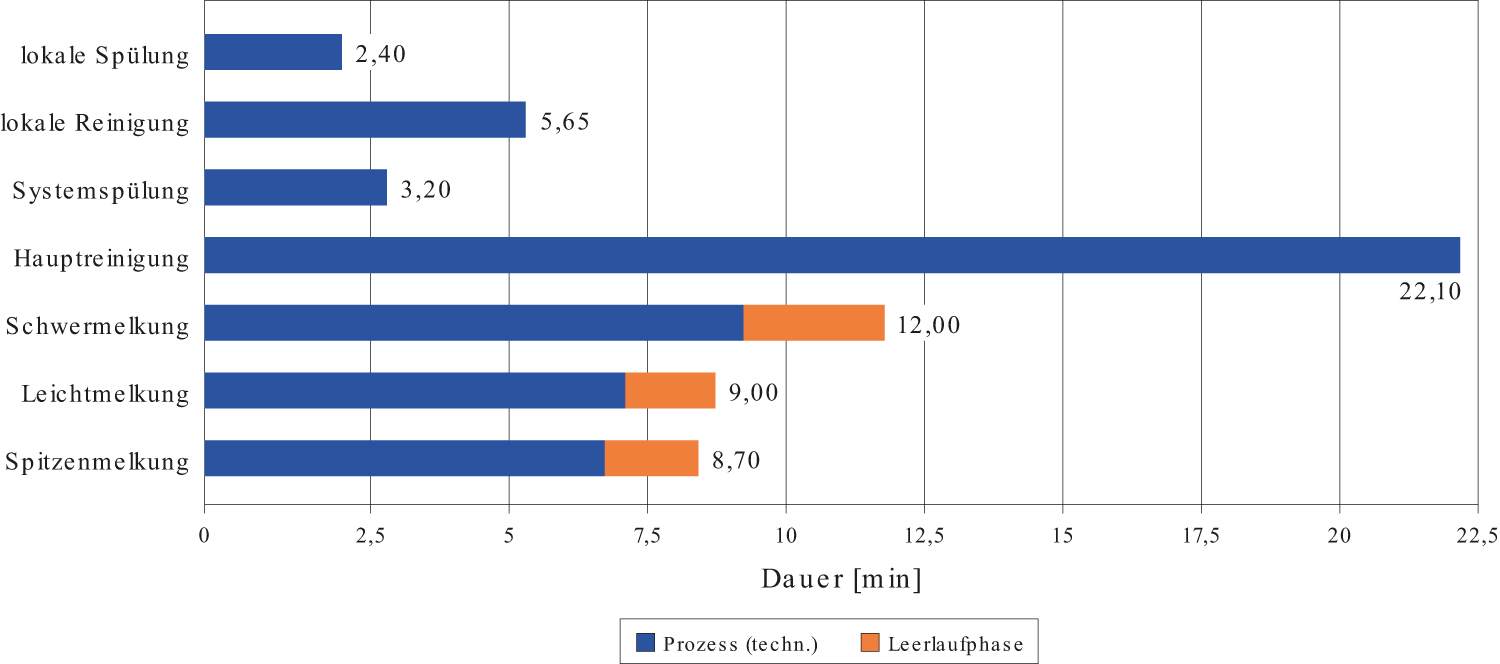
Neben den elektrischen Komponenten und deren Anschlusswerten hängt der Energieverbrauch der einzelnen Prozesse von deren zeitlichen Längen ab. Eine Übersicht über die jeweilige Dauer der geprüften Melkungen und Reinigungsvorgänge zeigt Bild 3.
Energiebedarf Leerlauf
Der Gesamtbedarf an Energie für 1 Stunde Leerlauf betrug 383 Wh (Tabelle 5). Aus der Tabelle wird ersichtlich, dass neben der grundsätzlichen Bereitstellung des Systems, einschließlich Versorgungs- sowie Dipp- und Desinfektionseinheit (AMS „Rest“, vergleichbar mit einem Standby-Modus) der Druckluftkompressor der wesentliche Stromverbraucher ist.
Tabelle 5: Energiebedarf einer einstündigen Leerlaufphase
| Verbraucher | Strombedarf für 60 Minuten [Wh] |
| Vakuumpumpe | 14,3 |
| Boiler (Grundlast) | 61,8 |
| Kompressor/Kältetrockner | 199,6 |
| AMS „Rest“ (darin enthalten Versorgungs-/Dipp- und Desinfektionseinheit) | 107,3 |
| Gesamt | 383,0 |
Energiebedarf Melken
Aufgrund der im Messprotokoll definierten Messdauer eines Melkprozesses enthält jede Melkung einen Leerlaufanteil entsprechend der Zeit, die sich das AMS vor und nach Ende des eigentlichen Melkprozesses im Leerlauf befindet. In den Leerlaufzeiten werden Energiebedarf für die Tiererkennung, öffnen und schließen der Türen und die Zeit für das Heraustreten der Kuh aus der Box gemessen. Die Leerlaufanteile betrugen durchschnittlich 1,64 Minuten bei den Spitzen-, 1,6 Minuten bei den Leicht- und 2,6 Minuten bei den Schwermelkungen. Die Melkdauern betrugen durchschnittlich 7,1 Minuten für die Spitzenmelkungen, 7,7 Minuten für die Leichtmelkungen und 9,4 Minuten für die Schwermelkungen.
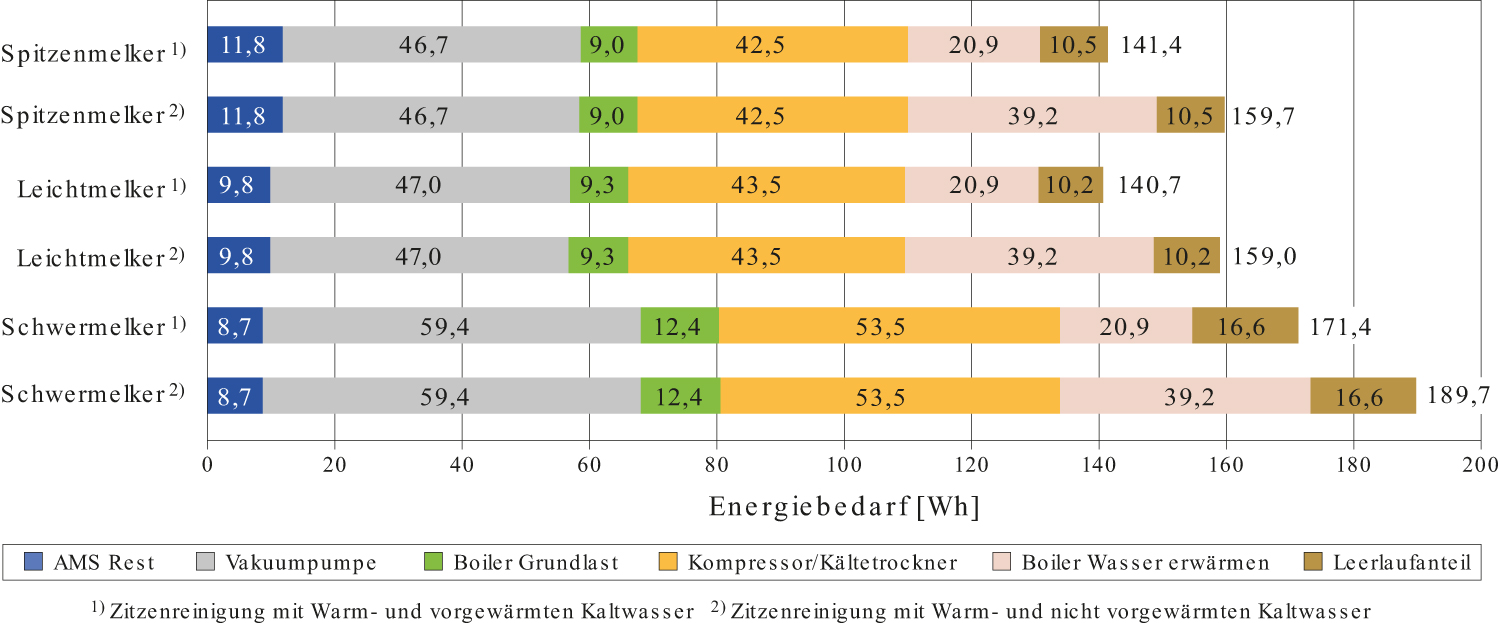
Die durchschnittlichen Verbrauchswerte betrugen bei den Spitzenmelkungen 159,7 Wh, bei den Leichtmelkungen 159,0 Wh und bei den Schwermelkungen 189,7 Wh (Bild 4). Darin enthalten sind Leerlaufanteile von 10,5 Wh für eine Spitzenmelkung, 8,6 Wh für eine Leichtmelkung und 16,4 Wh für eine Schwermelkung.
Bei Nutzung einer Wärmerückgewinnung reduzieren sich die Energieverbräuche auf 141,4 Wh für eine Spitzenmelkung, 140,7 Wh für eine Leichtmelkung und 171,4 Wh für eine Schwermelkung.
Die Energieverbrauchsmessungen für die drei Melktypen machen deutlich wie sehr schwermelkende Kühe den Energieverbrauch erhöhen. Die längeren Laufzeiten der Verbraucher (Vakuumpumpe, Kompressor etc.) führten zu einem um ca. 20 % höheren Energiebedarf gegenüber leichtmelkenden Kühen.
Energiebedarf Reinigen
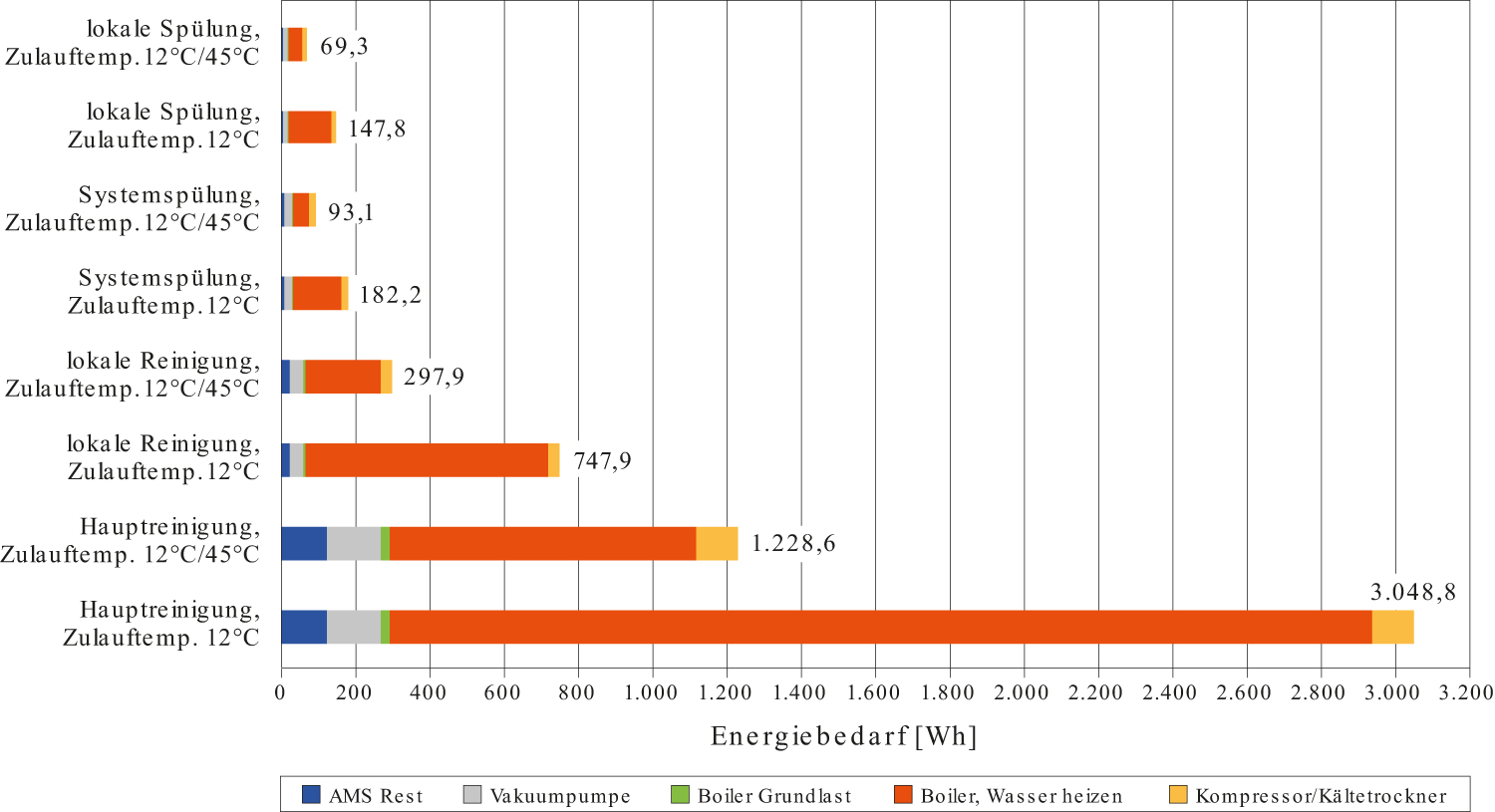
Der Energiebedarf für die Reinigungsvorgänge hängt nur zu einem geringen Teil von der Dauer der Vorgänge ab. Vielmehr ist es der Bedarf für das Aufheizen des für die Reinigung benötigten Wassers, so dass letztendlich der Energiebedarf durch die zu erwärmende Menge an Wasser und dessen Ausgangs- und Solltemperatur bestimmt wird. Dies wird in Bild 5 deutlich.
Der Anteil des Energiebedarfs des Boilers für das Aufheizen des Wassers am Gesamtenergiebedarf beträgt 86,6 % bei der Hauptreinigung mit Kaltwasserzulauf. Bei der lokalen Reinigung lag der Anteil bei 87,5 % und bei der Systemspülung und der lokalen Spülung, die mit warmem Wasser (≥ 35 °C) gefahren werden, betrug der Anteil des Stromverbrauchs am Gesamtverbrauch noch 61 % bzw. 77,3 %.
Durch die Nutzung von vorgewärmtem Wasser (z. B. Wärmerückgewinnung) kann eine deutliche Reduzierung des Energieverbrauchs erreicht werden. In den Untersuchungen betrug die Energieeinsparung pro Reinigung rund 60 % bei Haupt- und lokaler Reinigung und ca. 50-55 % bei System- und lokaler Spülung.
Bei einer Temperaturdifferenz von 33 Kelvin zwischen dem Leitungswasser (hier: 12 °C) und dem Wasser aus der Wärmerückgewinnung, simuliert durch auf 45 °C erhitztes Wasser in einem 1.000 Liter-Boiler beträgt das Einsparpotential 1,82 kWh pro Hauptreinigung und 0,45 kWh pro lokaler Reinigung.


Wasserbedarf Melken und Reinigen
Der Gesamtbedarf an Wasser wurde ermittelt aus dem Bedarf für die verschiedenen Anlagenreinigungen und dem Bedarf, der während des Melkens entstand. Dazu waren im Test die Melkzeugzwischenspülung, die Melkzeugaußenreinigung (Bild 6) und die Kamerareinigung (Bild 7) aktiv.
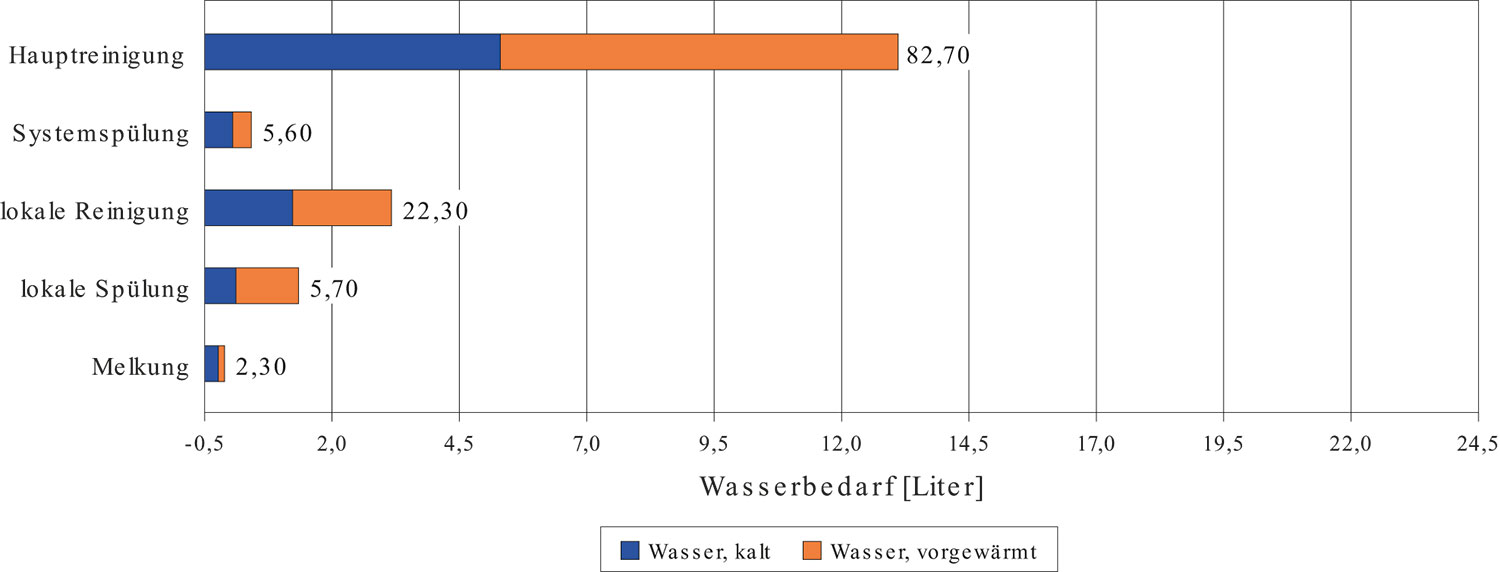
Zur Ermittlung der Verbrauchswerte für die Anlagenreinigung wurden die Reinigungsarten Hauptreinigung lokale Reinigung, Systemspülung und lokale Spülung jeweils mit Wasserzulauf kalt oder kalt/warm getestet.
Einen Überblick über die Verbrauchswerte gibt Bild 8.
Der Wasserverbrauch bei der Hauptreinigung kann in der Praxis von den unter Laborbedingungen ermittelten Werten abweichen, da die notwendige Reinigungszeit und die entsprechende Wassermenge von der Milchleitungslänge und der Förderhöhe der Milchpumpe abhängig sind. Bei den Verbrauchsmessungen unter Laborbedingungen beträgt die Milchdruckleitungslänge 25 Meter und die Förderhöhe etwa 3 Meter.
Betriebsmittelbedarf Reinigen
Die Hauptreinigung erfolgt alternierend mit alkalischem oder saurem Reiniger. Für die Anlage mit 25 Meter langer Milchdruckleitung bei einer Förderhohe von 3 Metern wurden im Versuch 82,7 Liter Wasser benötigt und 183,3 g alkalisches Mittel oder 192,0 g saures Mittel (Tabelle 6). Für die lokale Reinigung wurden 66,8 g alkalisches Mittel benötigt, bei einem Wasserbedarf von 22,3 Liter.
In der System- und lokalen Spülung werden keine Reinigungsmittel eingesetzt.
Der Verbrauch an Dippmittel für die Zitzendesinfektion nach dem Melken lag bei 12,3 g je Melkung.
Wird die Melkzeugzwischendesinfektion genutzt, bedeutet dies einen Verbrauch von 3,4 g Peressigsäure pro Desinfektion.
Tabelle 6: Betriebsmittelverbräuche in den relevanten Prozessen
| Betriebsmittel | Verbrauch je Melkung [g] | Verbrauch je lokaler Reinigung [g] | Verbrauch je Hauptreinigung [g] |
| Peressigsäure (Melkzeugzwischendesinfektion) | 3,4 | ||
| Dippmittel | 12,3 | ||
| Reiniger, alkalisch | 66,8 | 183,3 | |
| Reiniger, sauer | 192,0 |
Fazit
In der hier beschriebenen Teilprüfung wurden am Automatischen Melksystem GEA DairyRobot R9500 Monoboxsystem der Firma GEA Farm Technologies die spezifischen Verbräuche an Energie, Wasser und chemischen Betriebsmitteln für Melk- und Reinigungsprozesse in einer Laborprüfung unter standardisierten Bedingungen ermittelt.
Die Kalkulation für einen Standardbetrieb mit täglich 150 Melkungen, davon 140 Leichtmelkungen und 10 Schwermelkungen mit täglich 1.605 kg Milch, 3 Hauptreinigungen, 1 Systemspülung und 1 lokale Spülungen (jeweils ohne vorgewärmtes Wasser) ergab einen Energiebedarf von 2,1 kWh je 100 kg ermolkener Milch und einen Wasserbedarf von 37,6 Liter je 100 kg ermolkener Milch. Der Energiebedarf reduziert sich auf 1,5 kWh je 100 kg ermolkener Milch, wenn vorgewärmtes Wasser genutzt wird (Tabelle 7).
Die Verbrauchswerte, bezogen auf die ermolkene Milch, liegen damit im Vergleich mit den bisher durchgeführten Messungen auf einem sehr niedrigen Niveau.

Tabelle 7: Energie- und Wasserbedarf für einen Standardbetrieb (Kalkulation)
| Strom ohne Nutzung von vorgewärmtem Wasser[Wh] | Strom mit Nutzung von vorgewärmtem Wasser [Wh] | Wasser [l] | |
|---|---|---|---|
| 150 Melkungen (140 Leicht-und 10 Schwermelkungen) | 24.155,1 | 21.410,8 | 345,0 |
| 3 Hauptreinigungen | 9.146,0 | 3.685,4 | 248,1 |
| 1 Systemspülung | 182,2 | 93,1 | 5,6 |
| 1 lokale Spülung | 147,7 | 69,2 | 5,7 |
| Leerlauf | 1.329,5 | 1.329,5 | – – |
| Gesamt je Tag | 34.960,5 (34,96 kWh) | 25.370,3 (25,37 kWh) | 604,4 |
| Gesamt je Melkung | 233,07 (0,233 kWh) | 169,1 (0,169 kWh) | 4,03 |
| Gesamt je 100 kg Milch | 2.178,22 (2,18 kWh) | 1.540,4 (1,54 kWh) | 37,66 |
Anmelder und Prüfungsdurchführung
Hersteller und Anmelder
GEA Farm Technologies GmbH,
Siemensstraße 25, 59199 Bönen
Kontakt
Telefon +49 2383937100
www.gea.com/de/dairy-farming
Prüfungsdurchführung
DLG TestService GmbH,
Standort Groß-Umstadt
Die Prüfungen werden im Auftrag des
DLG e.V. durchgeführt.
DLG-Prüfrahmen
Automatische Melksysteme, Stand 12/2018
Fachgebiet
Landwirtschaft
Mitglieder der zuständigen DLG-Prüfungskommission „Melktechnik“
Dr. Jan Harms,
Bayerische Landesanstalt für Landwirtschaft (LfL)
Bereichsleiter
Dr. Ulrich Rubenschuh
Prüfingenieur(e)
Susanne Gäckler, Dr. Michael Eise *
* Berichterstatter
Kontakt
DLG-Testzentrum Technik und Betriebsmittel • DLG TestService GmbH Standort Groß-Umstadt • Max-Eyth-Weg 1 • 64823 Groß-Umstadt • Tel: +49(0)69/24 788-600 Fax: +49(0)69/24 788-690 • tech@DLG.org