Getreide sicher lagern - Reinigen, Trocknen und Kühlen
DLG-Merkblatt 425
Inhaltsverzeichnis
2.1 Atmungsverluste vermeiden
2.2 Feuchte, Temperatur und Zeit
2.3 Feld- und Lagerpilze
2.4 Schädlingsbefall
3. Lagerstabilität und -pflege
3.1.1 Vorreinigen ist Mindeststandard
3.1.2 Vergleich Vor- und Siebreiniger
3.2.1 Trocknungssysteme
3.2.2 Wann lohnt sich eine Trocknung?
3.3.1 Anforderungen an ein Getreidelager
3.3.2 Flachlager
3.3.3 Lagerung im Hochsilo
3.4.1 Belüftungsgebläse
3.4.2 Grundregeln zum Belüften mit Außenluft
3.4.3 Kennzahlen zur Belüftung
3.5.1 Funktion und Technik
3.5.2 Wirtschaftlichkeit

1. Einleitung
Getreide sollte handelsüblich und gesund sein:
- handelsüblich:
grundsätzlich gereinigt und weitgehend frei von Stäuben und Reinigungsanteilen bzw. Aspirationsrückständen - gesund:
einwandfreie, trockene, nicht benetzte, schädlingsfreie Ware (lebende Schädlinge, einschließlich Milben in jedem Stadium).
2. Risikofaktoren
2.1 Atmungsverluste vermeiden
Lagerfähige Getreidekörner vollziehen im Rahmen ihres Erhaltungsstoffwechsels einen minimalen Stoffumsatz d.h. Sauerstoff wird aus der Umgebungsluft aufgenommen und Wärme, Feuchte sowie CO2 abgegeben. Die Folge sind Trockensubstanzverluste. Wenn z.B. Getreide mit einer Kornfeuchte von 22 % und einer Korntemperatur von 20 °C eingelagert wird, entstehen nach 15 Tagen Atmungsverluste von 1 % der Masse. Bei 100 t sind das immerhin 1 t.
Ein kühles und trockenes Lager ist zusätzlich unabdingbar, um ein Verlust an Keimfähigkeit und Vitalität zu vermeiden.
2.2 Feuchte, Temperatur und Zeit
Zu den wichtigsten Instrumenten in einem Lager gehören die Messgeräte zur Ermittlung von Feuchtigkeit und Temperatur im Schüttgut sowie Thermometer und Hygrometer für die Umgebungsluft.
Erfolg und Misserfolg der Lagerung hängen im Wesentlichen von diesen vier Einflussgrößen ab. Nichteichfähige Körner-Feuchtigkeitsmesser sind am kostengünstigsten. Für einfache Messgeräte sprechen die kompakten Abmessungen und das geringe Gewicht. Diese Feuchtemesser sind gut zu transportieren und somit flexibel einsetzbar. Vor dem Kauf sollten die Prüfberichte der Deutschen Landwirtschaftsgesellschaft (DLG) gründlich studiert werden. Darin sind Angaben zur Genauigkeit der Geräte enthalten. Um die ungefähre Abweichung zu ermitteln, empfiehlt es sich, jedes Jahr ein paar Proben auf dem eigenen und einem geeichten Gerät zu messen. Auch sollte vor dem Kauf darauf geachtet werden, dass der Feuchtemesser beim Messvorgang die Temperaturunterschiede zwischen Umgebung und Probe ausgleichen kann. Gerade die unterschiedlichen Temperaturen zwischen den einzelnen Getreideproben und der Umgebung sind größtenteils der Grund für die schwankende Exaktheit der Messungen.
Tabelle 1: Bedeutung der Produktfeuchte für das Schädlingsspektrum in Deutschland am Beispiel Weizen (Biologische Beratung Prozell und Schöller GmbH)
| Kornwassergehalt | Entsprechende rel. Luftfeuchte | Potenzielle Schädlinge |
|---|---|---|
| < 9 % | < 30 % | Keine |
| 9 – 14 % | 30 – 70 % | Käfer und Motten |
| 14 – 18 % | 70 – 90 % | Käfer, Staubläuse, Motten, Milben, Pilze |
| > 18 % | > 90 % | Käfer und Motten, Milben, Staubläuse, Pilze, Bakterien |


Neben der Kornfeuchte spielt vor allen Dingen die Temperatur des Getreides eine wesentliche Rolle. Die bisher einfachste Lösung sind manuelle Thermometer, die allerdings zunehmend von elektronischen verdrängt werden. Einfache Thermometer befinden sich in erster Linie in sogenannten Stechlanzen, die wie Heusonden bis ca. 3 oder 4 Meter in das Erntegut zu stoßen sind.
Elektronische Geräte bestehen aus zwei Komponenten:
- Aus Fühlern, die in Kunststoffkabel oder Edelstahlbechern eingebaut sind und
- einer Einheit, an der die Temperatur abgelesen werden kann.
Einfache Anzeigegeräte kosten ca. 200 Euro, elektronische Lesegeräte gibt es ab ca. 400 Euro.
Auch die Luftfeuchte sollte gemessen werden. Die momentane Feuchte der Umgebungsluft ist eine wichtige Entscheidungsgrundlage für die einzuleitenden Maßnahmen. In der Praxis werden Hygrometer eingesetzt. Elektronische Luftmessgeräte sind notwendig, wenn die Belüftungsanlage in Kombination mit den Temperaturfühlern gesteuert werden soll.
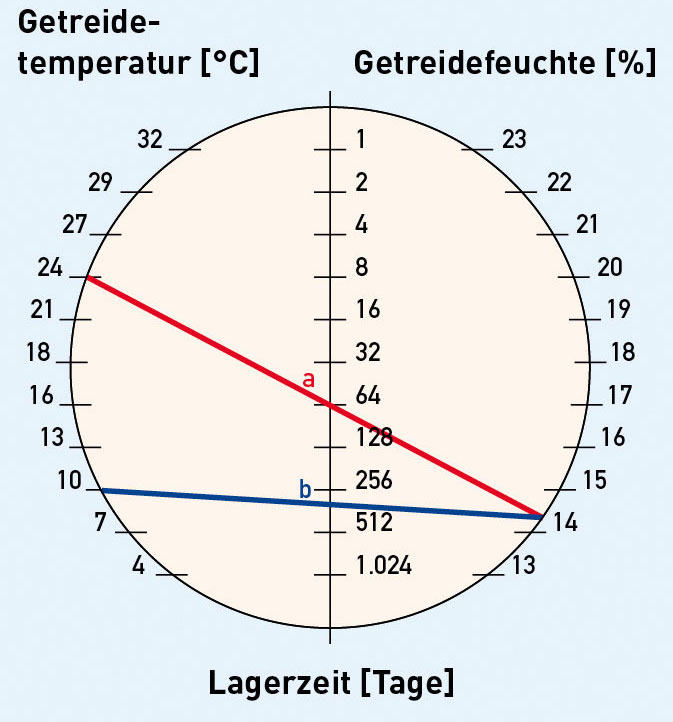
Um das Getreidelager auf längere Zeit stabil zu halten, lohnt es sich mittels Kühlung die Temperatur abzusenken. Bei einer Temperaturabsenkung von 24°C auf 10°C bei Getreide mit 14,5% Feuchte kann so die mögliche Lagerzeit verfünffacht werden (Position a zu b).
2.3 Feld- und Lagerpilze
Getreidekörner sind als lebendige Organismen mit einer natürlichen Keimflora, bestehend aus Bakterien, Hefen und Schimmelpilzen, besetzt. Werden bei Weizen, Roggen und Gerste 14% und bei Hafer und Körnerleguminosen 12% Feuchtigkeitsgehalt nicht überschritten, sind die Erzeugnisse auch bei sommerlichen Temperaturen über Monate lagerstabil.
Hygienerisiken durch mikrobielle Schaderreger tauchen jedoch bereits im Vorfeld der Lagerung auf. Generell ist zu unterscheiden, ob der Befall durch Feld- und Lagerpilze hervorgerufen wurde.


Bereits auf dem Feld kann Getreide von „Feldpilzen“, wie dem mutterkornbildenden Pilz Claviceps purpurea und verschiedenen Fusarienarten befallen werden. Besonders die verschiedenen Fusarienarten sind gefährlich, da diese u.a. Mykotoxine d.h. Pilzgifte bilden können. Diese Mykotoxine der Feldpilze entstehen bereits, wenn sich das Getreide noch auf dem Halm befindet. Mykotoxine sind natürliche Stoffwechselprodukte von Schimmelpilzen, die ein gesundheitliches Risiko für Mensch und Tier darstellen. In Getreide spielen Deoxynivalenol (DON) und Nivalenol eine große Rolle. Als Östrogenderivat ist auch noch Zearalenon interessant, das als Begleittoxin zu DON angesehen werden kann, und meist in einer Probe vorhanden ist.
Daneben dominieren im Getreidelager die Lagerpilze (Schimmelpilze). Durch ihre Aktivitäten können bei unsachgemäßer Lagerung andere Mykotoxine, wie z.B. Ochratoxin A (OTA) und Aflatoxin, gebildet werden. Gleichzeitig hat der Landwirt bei der (Ein-)Lagerung die größte Einflussmöglichkeit auf das Ausmaß des Befalls. Vorreinigen und – falls nötig – Trocknen des Getreides vor der Einlagerung sind wichtige Gegenmaßnahmen. Gute Belüftung beugt der Kondenswasserbildung vor, große Temperaturschwankungen sind zu vermeiden.
2.4 Schädlingsbefall
Vorbeugende Maßnahmen haben absolute Priorität vor einer Bekämpfung. Generell gilt: Der beste Schädling ist der, der nicht ins Lager kommt. Wer seinen Betrieb insgesamt schädlingsfeindlich gestaltet, hat später weniger Kalamitäten.
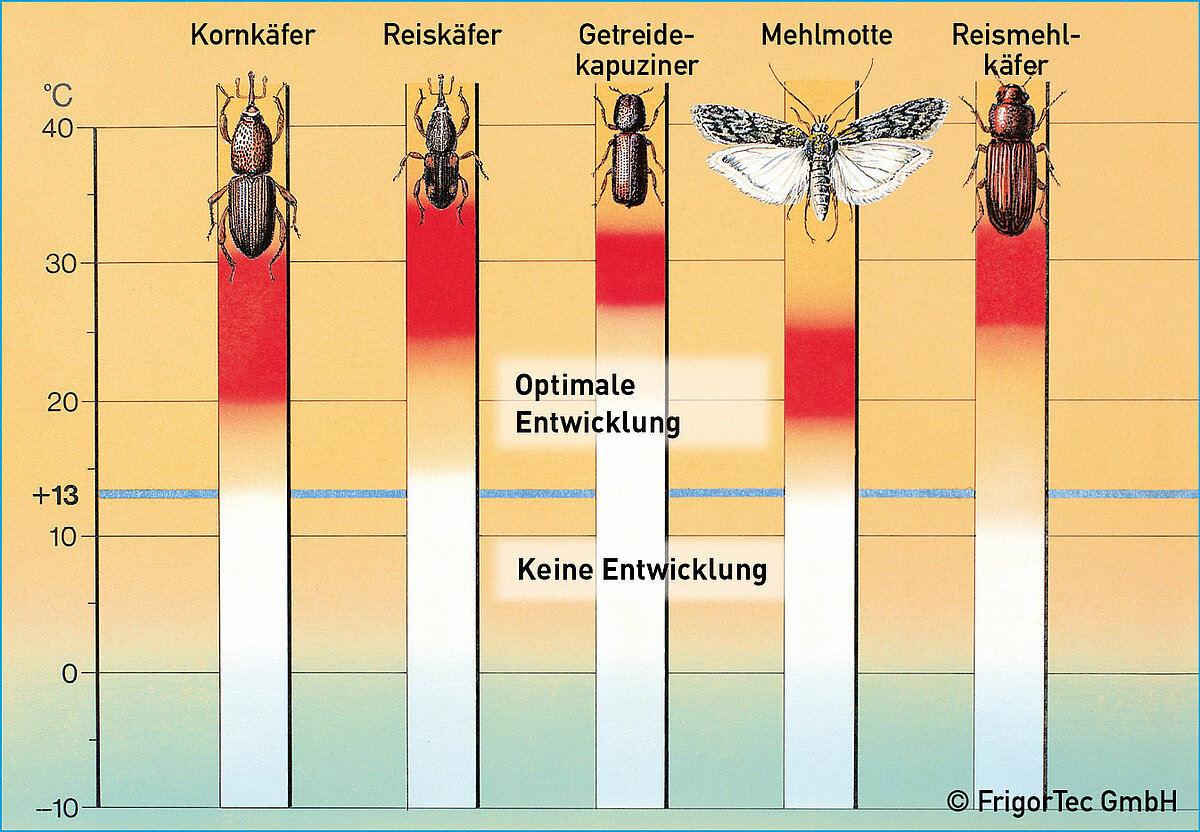
Ganz zu vermeiden ist die Einschleppung von Schadinsekten nur in gasdichten Silozellen oder Kammern ohne jegliches Restgetreide. Bei trocken eingelagertem Getreide mit einer Temperatur unter 10°C entwickeln sich keine Insekten; auch Milben vermehren sich dann nur noch sehr langsam – ausreichende Feuchtigkeit vorausgesetzt. Das Hauptproblem beginnt mit dem für Schaderreger förderlichen Mikroklima. Dieses ist kontrollierbar durch die Steuerung der drei Faktoren Staub, Wärme und Feuchtigkeit. Eine regelmäßige Temperaturkontrolle ist unerlässlich. Ansteigende Temperaturen im Lagergut deuten auf einen Befall durch Käfer, Milben oder Schimmelpilze hin.
3. Lagerstabilität und -pflege
3.1 Reinigen
Um Feuchtigkeit und Wärme im Getreidestapel wirksam kontrollieren zu können, sollten mindestens die Grobverunreinigungen des Ernteguts (Leichtgut wie verdorbene Körner, Spreu und Staub) über die scharf eingestellte Windreinigung weitgehend entfernt werden. Dadurch wird die Qualität homogener und die Ware ist besser gesund zu erhalten. Das Reinigen des Getreides vor der Einlagerung reduziert die Belüftungs- und Trocknungskosten. Eine Vorreinigung vor dem Trocknen (Windsichter) verringert den Trocknungsenergiebedarf um ca. 3–5%, bei einer Siebreinigung sogar um ca. 5–8. Durch die Reinigung kann der „Schwarzbesatz“ d.h. Schmachtkörner, Unkrautsamen, Mutterkorn, Brandbutten, Spelzen etc. gesenkt und damit auch der mögliche Toxingehalt.


3.1.1 Vorreinigen ist Mindeststandard
Ein Vorreiniger leistet gute Dienste bei der Einlagerung und evtl. auch der Auslagerung. Durch die Aussonderung eines möglichst hohen Anteils von Verunreinigungen wie Staub und sonstige Leichtteile (Kleinlebewesen) und je nach Bauart auch von Sand und Erde vereinfachen sich die nachfolgenden Maßnahmen erheblich. Vorreiniger arbeiten nach dem Prinzip eines Windsichters. Der aufsteigende Luftstrom entfernt Staub- und Leichtteile mit Saug- oder Druckluft aus dem Getreide, meistens kombiniert mit einem Zyklon, der Abfall und Luft trennt. Aspirateure leisten ebenfalls gute Dienste, um leichtere Teilchen wie Stroh, Sand und Staub mittels Luftstrom herauszusaugen. Damit lassen sich bis zu fünf Prozent des Energiebedarfs für die Trocknung einsparen. Hinweis: Insbesondere mit Fusarien belastetes Erntegut sollte intensiv gereinigt werden. Strohteilchen und Schmachtkörner sind nämlich in der Regel stärker mit Toxinen belastet als das vollständig ausgebildete Korn. So kann die Qualität von Getreide und Körnerleguminosen deutlich stabilisiert werden.
3.1.2 Vergleich Vor- und Siebreiniger
Die Leistung der Reinigungseinrichtung sollte um 10–20% höher sein als die vorgeschaltete Förderkapazität.
Tabelle 2: Vor- und Nachteile von Vorreiniger und Siebreiniger
| Vorreiniger (Windsichter) | Siebreiniger (Trommelreiniger) |
|---|---|
| + günstiger Preis | – höhere Anschaffungskosten |
| + kein Reinigungsaufwand bei Produktwechsel | + kein Reinigungsaufwand bei Produktwechsel |
| + gute Aspirationsleistung | + gute Aspirationsleistung |
| – keine Kleinkornabsiebung | – keine Kleinkornabsiebung |
| – Fremdkörper werden nicht entfernt | + Grobteile werden entfernt |
3.2 Trocknen
3.2.1 Trocknungssysteme
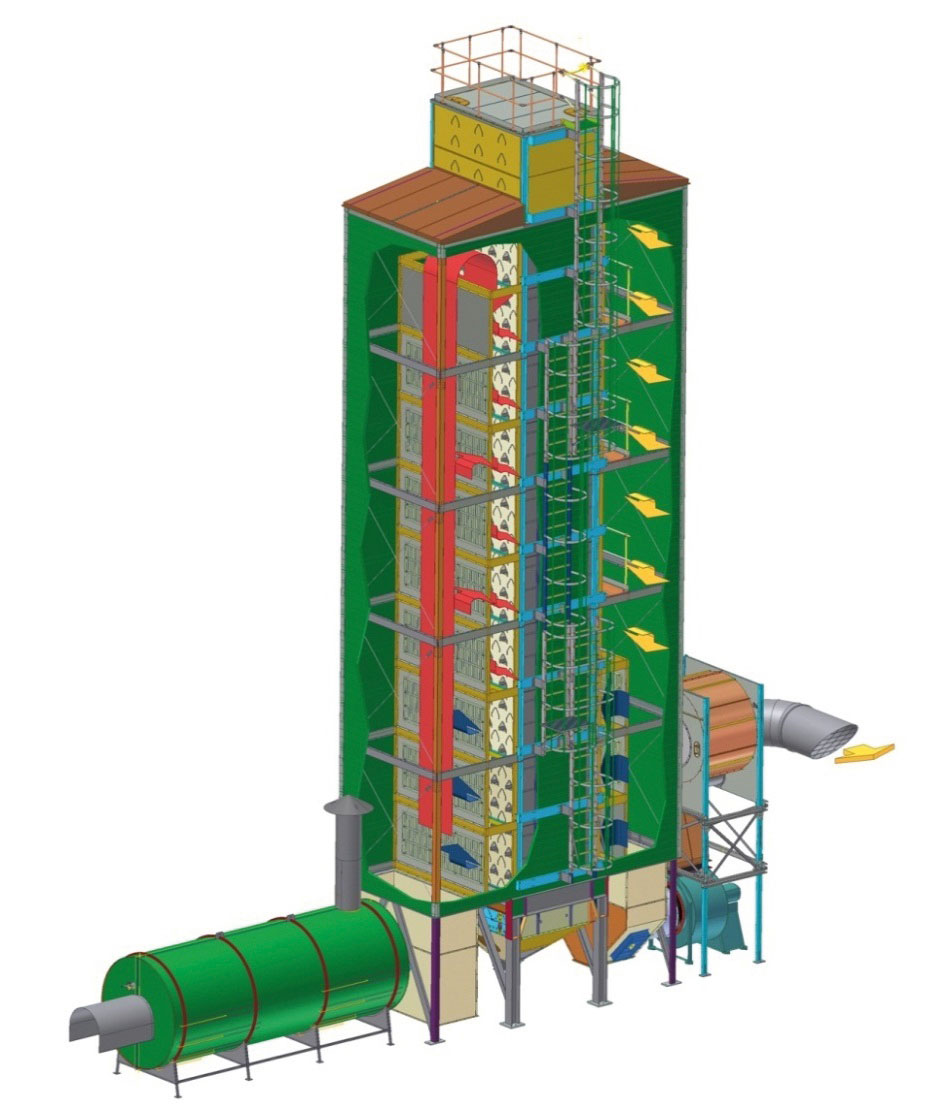
1. Dächerschachtdurchlauftrockner
Der Dächerschachtdurchlauftrockner gehört heute zu den etablierten Trocknungsverfahren und kann als Standardverfahren betrachtet werden. Bei dieser Bauform handelt es sich um einen rechteckigen Hochbehälter mit horizontal verlaufenden Luftschächten, die wie ein Dach geformt sind. Auf der Zuluftseite sind die Zuluftdächer und auf der Abluftseite die Abluftdächer mit Öffnungen versehen. Die Trocknungsluft strömt von den Zuluftdächern durch das Trocknungsgut in die Abluftdächer. Diese Bauform ermöglicht es alle drei Strömungsarten der Luft für den Trocknungsgang zu nutzen. Somit wird das Korn von allen Seiten mit der Trocknungsluft beaufschlagt und eine optimale Wasseraufnahme gewährleistet. Dächerschachtdurchlauftrockner arbeiten kontinuierlich. Über einen regelmäßigen Austrag wird das Trocknungsgut intervallartig durch die Trocknersäule geführt. Die übliche Steuerung des Trocknungsgangs wird über die Passagegeschwindigkeit geregelt. Die Trocknungstemperatur der Trocknungsluft beträgt üblicherweise 80°C. Durch die Verdunstungskälte sowie die kurze Verweilzeit im Trockner entsteht keine Qualitätsminderung bei Konsumware.
Hinweis: Saatgut muss jedoch bei geringeren Temperaturen getrocknet werden.
Die Trocknungsleistung wird i.d.R. für einen Feuchteentzug von 19% auf 15% angegeben. In der Praxis haben sich die Standardumweltbedingungen gemäß DLG-Prüfrahmen zur Beschreibung der Trocknungsleistung etabliert. Demnach hat die Außenluft eine durchschnittliche Temperatur von 20°C bei 65% relativer Luftfeuchte und Normaldruck. So entsteht ein Sättigungsdefizit bei der Aufheizung dieser Außenluft auf die Trocknungstemperatur von etwa 19,5 g/m³ Luft. Je nach Trocknermodell und Wirkungsgradverlust liegt somit die benötigte Luftmenge pro Tonne Nennleistung unter 3.000 m/h/t und die Wärmeleistung bei etwa 60 kW/h.
Moderne Durchlauftrockner verfügen über eine Wärmerückgewinnung. Dazu wird die Luft aus der Kühlzone angesogen und der Warmluft in der Zulufthaube beigemischt. Dies ist deshalb möglich, da die Luft aus der Kühlzone das Sättigungsdefizit nicht komplett ausschöpft.
Des Weiteren wird die Kühlluft am Trocknungsgut aufgeheizt, wodurch zusätzlich Wasser aufgenommen werden kann. Dieser Effekt sorgt dafür, dass moderne Trockner im Energiemix weniger als 0,99 kWh pro kg entzogenes Wasser benötigen.
2. Bandtrockner
Bandtrockner sind in der landwirtschaftlichen Praxis in Deutschland eher eine Seltenheit. Dies liegt im Wesentlichen an ihrem hohen Energiebedarf. Diese Bauform ist i.d.R. an Standorten mit sehr hoher Erntefeuchte oder aber im Verbund mit anderen sehr feuchten Erntegütern, wie etwa Körnerkräuter und Mais, zu finden. Der Bandtrockner verfügt über ein perforiertes Endlostrocknungsband. Üblicherweise strömt die Trocknungsluft von unten durch das Trocknungsgut hindurch. Die Trocknungstemperatur liegt je nach Bauform zwischen 45–80°C. Das sich ergebende Sättigungsdefizit der Luft beträgt 7,5–19,5 g/m³ Luft.
Bandtrockner nutzen ausschließlich das Gegenstromverfahren im Trocknungsprozess. Dadurch ist der Wirkungsgrad beim Abführen der Benetzungsfeuchte auf der Oberfläche deutlich geringer als bei anderen Trocknungsverfahren. Nachteilig wirkt sich die einseitige Beaufschlagung der Trocknungsluft auf das Trocknungsgut aus. So wird das Gut am Lufteintritt überhitzt und untertrocknet bei Luftaustritt das Gut. Durch ein nachträgliches Mischen wird das Trocknungsgut dann weitgehend homogenisiert.
Hinweis: Empfindliche Kulturen, wie Braugerste oder aber Saatgetreide sind für dieses Trocknungssystem nicht geeignet.
Verringert werden diese Nachteile in sogenannten Mehrbandtrocknern, in denen das Trocknungsgut durch die Fallstufen gemischt wird.
3. Silotrockner
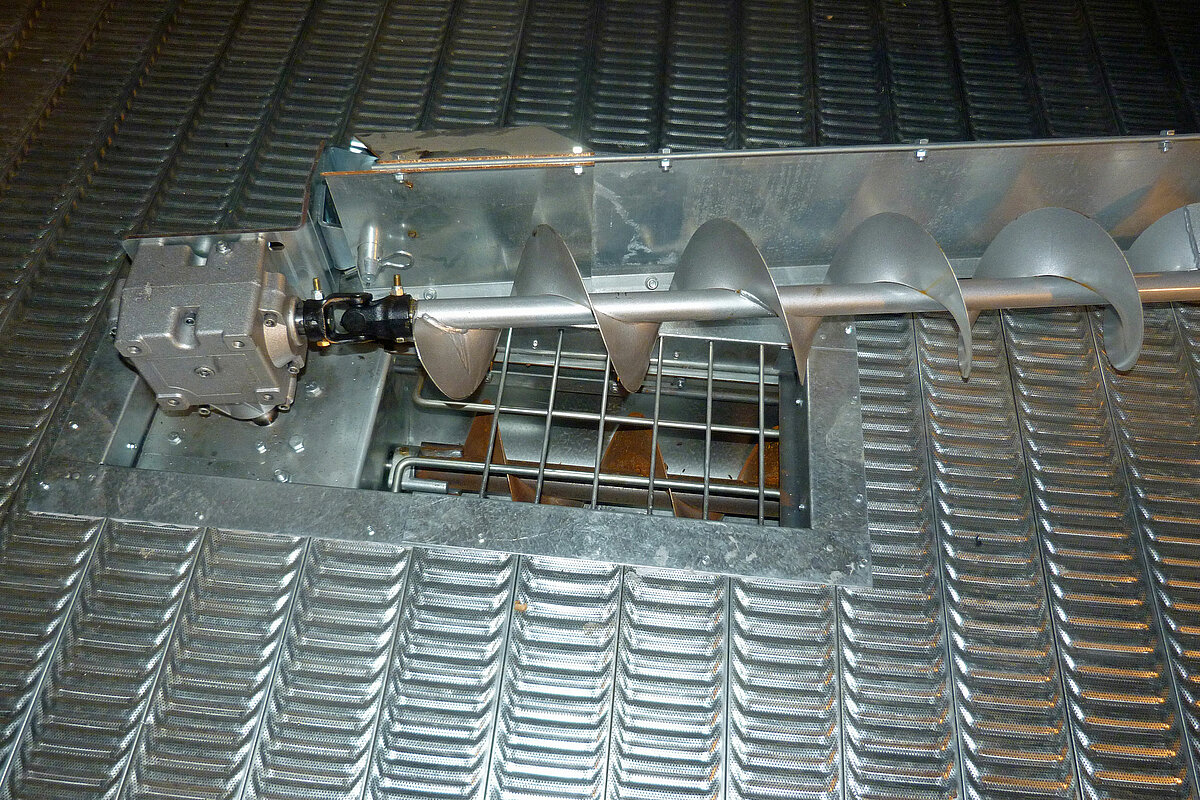
Diese Trocknerbauform findet in den letzten Jahren immer mehr Verbreitung. Das liegt auch bei hohen Investitionskosten an seiner einfachen Bedienbarkeit. Bei Silotrocknern handelt es sich i.d.R. um bauchige Rundsilozellen mit einem Vollbelüftungsboden. Die maximale Schütthöhe von 6,5 m ist durch das hohe Luftvolumen und den dadurch entstehenden Strömungswiderstand der Trocknungsgüter bedingt. Das Rundsilo wird mit einer Zwangsverteilung ausgestattet, da die Bauform der Silos sowie die Charakteristik der Getreideschüttwinkel dafür sorgen, dass üblicherweise eine Kegelform entstehen würde. Eine schichtweise Einlagerung, die schlussendlich eine Ebene ergibt ist jedoch systemimmanent. Des Weiteren sind Silotrockner immer mit einer Mischtraverse ausgestattet. Auf dieser Traverse befinden sich mindestens 2 Rührschnecken die das Trocknungsgut vertikal durchmischen. Die Mischtraverse macht dabei i.d.R. in 24 Stunden mindestens 2 Umrundungen. Als Plangröße wird 1 Rührschnecke pro 150 t Siloinhalt vorgesehen. Für Silotrockner, die für Mais konfiguriert werden, wird in der Regel 1 Rührschnecke pro 100 t Siloinhalt eingeplant. Die Trocknungstemperatur für Getreide beträgt 45°C. Mais wird mit 60°C getrocknet. Das Sättigungsdefizit der Trocknungsluft beträgt 7,5–12,5 g/m³ Luft. Vorteilig an diesem Trockner ist die Homogenisierung des Trocknungsgutes durch das Rührschneckensystem sowie der geringe Bedienaufwand. Als Nachteil ist die Untertrocknung im unteren Bereich zu nennen. Diese entsteht im Bereich der Fegeschnecke, da das Rührschneckensystem dort nicht hineinreichen kann. Damit ist ein Bereich von 50–70 cm über dem Vollbelüftungsboden nicht durchmischt und untertrocknet. Dort findet eine nachhaltige Qualitätsveränderung des Trocknungsgutes statt. In diesem Bereich verändern sich Qualitätsparameter, wie Keimfähigkeit und Klebereiweiße.
Silotrockner haben üblicherweise einen spezifischen Energiebedarf von mehr als 1,34 kWh pro kg entzogenes Wasser. Sie werden überwiegend in mittelgroßen Landwirtschaftsbetrieben aufgestellt und passen aufgrund der mittleren Trocknungstemperatur sehr gut zu Wärmekonzepten von mittleren und größeren Biogasanlagen.
In der Praxis haben sich Probleme besonders bei der Körnermaistrocknung ergeben.
4. Lagerbelüftungstrocknung im Flachlager
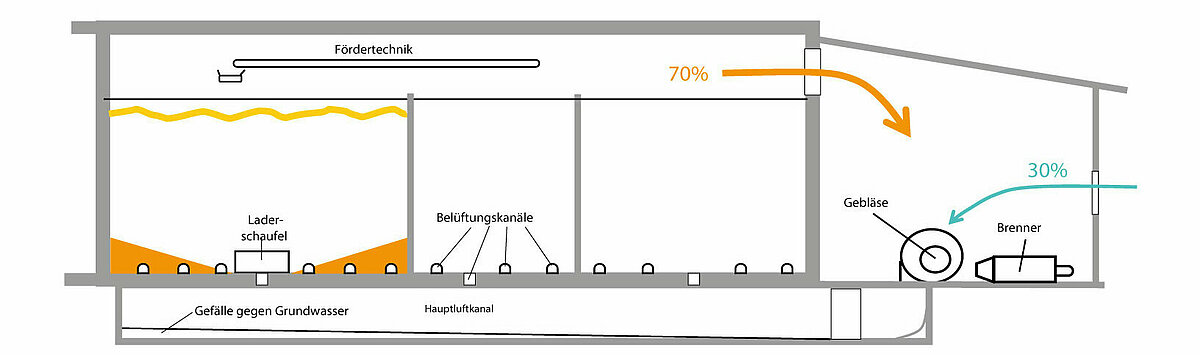
Die Lagerbelüftungstrocknung nutzt das Prinzip der Gleichgewichtsfeuchtigkeit. So besteht beispielsweise ein Gleichgewicht zwischen 14% Gutfeuchte von Weizen und 65% relativer Luftfeuchtigkeit bei 20°C Lufttemperatur. Demnach wird die Trocknungsluft so konditioniert, dass diese dem Feuchtegleichgewicht entspricht. So wird etwa 1 g Wasser pro Kubikmeter Luft aufgenommen. Das Trocknungsgut kann mit Feuchtigkeiten bis zu 19% ins Flachlager verbracht werden und wird durch die durchströmende Luft getrocknet. Durch die geringe Wasseraufnahme wird eine hohe Luftrate notwendig. Üblicherweise werden Luftraten von 60–80 Kubikmeter Luft pro Kubikmeter Getreide und Stunde durch das Lagergut geführt. Das führt zu hohen Luftgeschwindigkeiten im Getreidestapel sowie hohen Strömungswiderständen. Letztgenannte sorgen für eine zusätzliche Temperaturerhöhung und damit zu einer weiteren Absenkung der relativen Luftfeuchtigkeit in der Trocknungsluft. Um größere Schwankungen im Trocknungserfolg zu vermeiden wird in der Lagerbelüftungstrocknung i.d.R. ein Teilumluftverfahren durchgeführt. Es wird feuchtere Luft aus der Halle angesogen und mit Frischluft gemischt bevor diese in den Hauptluftkanal durch das Radialgebläse gedrückt wird. Somit werden Feuchteschwankungen der Umgebungsluft egalisiert und der Trocknungsgang stabilisiert.
Strömt die vorkonditionierte Trocknungsluft in das Trocknungsgut so wird ein Trocknungshorizont von 70 cm aufgebaut und so lange Feuchtigkeit abgeführt, bis das Feuchtegleichgewicht erreicht ist. Ab diesem Zeitpunkt wandert der Trocknungshorizont den Getreidestapel hinauf. Das Trocknungsziel ist erreicht, wenn oberhalb des Getreides eine relative Luftfeuchtigkeit von 65% erreicht ist.
Üblicherweise wird das Luftregime mit 70% Umluft und 30% Frischluft gefahren. Die heutige Steuerungstechnik regelt durch entsprechende Kombifühler für die relative Luftfeuchtigkeit und die Temperatur die Luftklappen bzw. deren Öffnungsbreite und damit das Mischungsverhältnis zwischen Frisch- und Umluft.
Systemimmanent ist die schichtweise Einlagerung des Trocknungsgutes. Dieses wird i.d.R. durch eine vollautomatische stationäre Bandanlage in der Halle realisiert. Als Mobillösung haben sich Förderbänder mit Schwenkeinrichtung etabliert. Lagerbelüftungstrocknungen haben einen hohen Anspruch an die Luftführung und Lagerhöhe. Der Kanalabstand ist abhängig vom Feuchteentzug, dem Belüftungssystem und der Schütthöhe. Werden Wellblechkanäle zur Luftführung genutzt so beträgt der Kanalabstand 1,25 – 1,5 m. Unterflurkanäle bedingen einen Kanalabstand von 1 – 1,25 m. Die Lagerhöhe ist durchaus variabel. Als Standard gelten 3 bis maximal 6 m. Höhere Lager sind aufgrund der Temperaturanhebung durch Kompression vorteilhaft und benötigen keine zusätzliche thermische Anwärmung. Allerdings bedürfen diese einer besonderen Fürsorge, da es zur Verkrustung an der Stapeloberfläche kommen kann. Diese muss alle 2 Tage mit einer 20 cm tiefen Harke aufgebrochen werden.
Lagerbelüftungstrocknungen sind die Niedrigenergietrocknungsverfahren. Diese haben einen spezifischen Energiebedarf vom 0,4–0,7 kWh pro kg entzogenes Wasser. Lagerbelüftungstrocknungen sind jedoch limitiert. Gutfeuchten über 19% sind nicht verarbeitbar.
5. Lagerbelüftungstrocknung im Rundsilo
Diese Form der Trocknung ist relativ neu in Europa und findet nicht nur in Frühdruschgebieten seine Verbreitung. Bei den Rundsilos, die zur Lagerbelüftungstrocknung genutzt werden, handelt es sich um bauchige Bauformen mit Vollbelüftungsboden. Üblicherweise werden diese Silos konzeptionell mit mobiler Fördertechnik beschickt. Am Silodom ist eine passiv durch den Getreidestrom angetriebene Verteilung vorgesehen. Diese limitiert die Gutfeuchte auf maximal 18–19 %. Feuchteres Erntegut würde auf den Schurren nicht mehr richtig rutschen. Eine Kegelbildung wäre die Folge. Lagerbelüftungstrocknungen benötigen für einen gleichmäßigen Luftfluss einen eingeebneten Getreidestapel. Auch bei dieser Art der Lagerbelüftungstrocknung werden je % Feuchtigkeitsentzug 15 Kubikmeter Luft pro Kubikmeter Getreide und Stunde benötigt. Die Lagerhöhe beträgt bei hohen Getreidefeuchtigkeiten maximal 6,5 m. Der Strömungswiderstand der Lagergüter sorgt für die notwendige Anwärmung, damit verbunden die Absenkung der relativen Luftfeuchtigkeit zur Erzielung der Gleichgewichtsfeuchte. Die Lagerbelüftungstrocknung im Rundsilo arbeitet weitestgehend mit Frischluft. Unter gewissen Witterungsbedingungen (zu hohe Außenluftfeuchtigkeit) kann es dazu kommen, dass das Feuchtegleichgewicht nicht erreicht werden kann. Dann muss die Trocknungsluft extern um bis zu 5 ° K angeheizt werden. Dies geschieht üblicherweise durch eine direkte Befeuerung mit Propangas. Indirekte Befeuerung ist technisch jedoch auch umsetzbar. I.d.R. beträgt die Laufzeit des Brenners 3–8 % der Gebläselaufzeit. Das Sättigungsdefizit beträgt gut 1 g/m³ Luft. Die Trocknungszeit liegt je nach Feuchteentzug bei etwa 14–21 Tagen. Der spezifische Energiebedarf beträgt etwa 0,6–0,8 kWh pro kg entzogenes Wasser.

3.2.2 Wann lohnt sich eine Trocknung?
Wann eine betriebseigene Getreidetrocknung sinnvoll ist, hängt von vielen Parametern ab. So sind die Infrastruktur des Landhandels, die durchschnittliche Gutfeuchte sowie die Feuchtespreizung des Erntegutes zu berücksichtigen. Da durch eine rationelle Getreidekühlung auch ein Feuchteentzug realisiert werden kann ist der Entscheidungsparameter für den Einstieg in die Getreidetrocknung deutlich oberhalb der Handelsbasis für Getreide anzusetzen. Bereits durch die Absenkung der Erntetemperatur im Lager von 10°K wird 0,75% Feuchtigkeit entzogen. Wird bis zur Vermarktung zweimal effektiv gekühlt, so kann ein Feuchteentzug von bis zu 1,5% realisiert werden. So muss erst ab einer durchschnittlichen Gutfeuchte von über 15,5% nachgedacht werden.
Thermische Trocknungssysteme, wie Dächerschachtdurchlauftrockner, Silotrockner oder aber auch Bandtrockner sind immer dann ratsam, wenn die Erntegutfeuchte durchschnittlich über 15,5% liegt, heterogen und in der Menge stark variabel ist.
Lagerbelüftungstrocknungen sind überall dort angeraten, wo die absolute Feuchtigkeit des Erntegutes üblicherweise unter 19% liegt und in großen homogenen Mengen anfällt.
Eine Kombination von verschiedenen Trocknungsverfahren macht bei vielen Anlagekonzepten Sinn. Zur Konzipierung von Getreidetrocknungsanlagen lohnt es sich einen professionellen Planer mit einzubeziehen.
Tabelle 3: Kennwerte zur Belüftung für die Lagerpflege
| Dächerschacht-Durchlauftrockner | Bandtrockner | Silotrockner | Lagerbelüftungs-trocknung im Flachlager | Lagerbelüftungstrocknung im Rundsilo | |
|---|---|---|---|---|---|
| Standorte | Küstennah, Flussniederungen, Mittelgebirge | Küstennah, Flussniederungen, Mittelgebirge | Küstennah, Flussniederungen, Mittelgebirge | vorwiegend Frühdruschgebiete | vorwiegend Frühdruschgebiete |
| Einsatzbereich | Konsumgetreide Futtergetreide Saatgetreide | Konsumgetreide Futtergetreide | Konsumgetreide Futtergetreide | Konsumgetreide Futtergetreide Saatgetreide | Konsumgetreide Futtergetreide Saatgetreide |
| Maximale Gutfeuchte | > 24 % | > 24 % | > 24 % | < 19 % | < 18 % |
| Trocknungstemperatur | 80 °C | 45 – 80 °C | 45 – 60 °C | 20 – 25 °C | 20 – 25 °C |
| Sättigungsdefizit* | 19,5 g/m³ | 7,5 – 19,5 g/m³ | 7,5 – 12,5 g/m³ | 1 – 1,5 g/m³ | 1 – 1,5 g/m³ |
| spezifischer Energieeinsatz | 0,99 – 1,65 kWh/kgH2O | 1,3 – 2,00 kWh/kgH2O | 1,34 – 1,8 kWh/kgH2O | 0,4 – 0,7 kWh/kgH2O | 0,6 – 0,8 kWh/kgH2O |
3.3 Lagerung
3.3.1 Anforderungen an ein Getreidelager
Wer ein Getreidelager neu bauen oder ein vorhandenes modernisieren möchte, sollte neben Fragen der Wirtschaftlichkeit auch die verschiedenen Funktionen bedenken, die mit der gesamten Anlage zusammenhängen:
- Soll die Anlage innen oder außen stehen?
- Wie erfolgt die Befüllung, bzw. Entleerung?
- Ist eine Befahrbarkeit notwendig?

3.3.2 Flachlager
Für die Getreidelagerung eignen sich gut Lagerhallen mit beschüttbaren Wänden aus Beton oder Trapezblech. Der seitliche Druck des Getreidestapels verlangt auch in Altgebäuden eine gesonderte Wand, da das einfache Mauerwerk dem Druck nicht standhält. Die Bodenfläche soll aus Beton bestehen und mit Baustahlmatten bewehrt sein. Unterhalb des Betons ist eine Baufolie nötig, um ein Aufsteigen von Feuchtigkeit nach oben ins Getreide zu verhindern. Für die Einlagerung kommen sowohl Radlader als auch Förderbänder mit Abwurfwagen und für die Querförderung in Abwurfwagen integrierte Wurfbänder etc. in Frage. Beim Flachlager in einer Halle ist eine vollmechanisierte Einlagerung möglich. Mit Querförderern (Schnecke oder Redler) wird die Oberfläche der Getreideschüttung glattgezogen und eingeebnet. Dies ermöglicht eine optimale Belüftung. Der Grundriss der Lagerzellen ist mit den Ansprüchen der Belüftung abzustimmen.
Das Problem bei der Hallenflachlagerung ist, dass eingelagertes Getreide von Schadnagern oder Vögeln und eventuell dadurch angezogenen Kleintieren wie Katzen, Marder oder Iltissen (Karnivoren) verunreinigt werden kann. Die Halle sollte als absolute Dunkelhalle ohne natürliche Belichtung erstellt werden, um Vogeleinflug bei offenen Toren zu mindern. Vögel fliegen nicht gern in dunkle Räume. Wenn in Flachlagern Stahltüren mit Gummidichtung eingebaut sind, glatte, gut zu reinigende Böden und ein dichter Abschluss zwischen Mauerwerk und Dach gewährleistet ist, kann auch ein Flachlager schädlingsdicht gegen Insekten und Nager gemacht werden.
Holz als Material ist im Flachlager nicht empfehlenswert. Holz ist aufwändiger und schlecht zu reinigen und die grobe Porenstruktur fördert geradezu Staubeinlagerungen. Es bietet viele Unterschlupfmöglichkeiten (Ritze, Spalten) für Schädlinge (Kornkäfer) und beim chemischem Vorratsschutz werden höhere Aufwandmengen benötigt (siehe Punkt Vorratsschutz).
Ratten und Mäuse fressen sich durch Holz ins Lager. Allenfalls kann in Flachlagerzellen die Stirnwand aus Holzbalken erstellt werden, da diese für Ein- und Ausfahrt häufiger bewegt werden und kostengünstiger sind als z.B. Flügeltore aus Stahlblech.
Hinweis: Bei der Bauausführung von Hallen sollte die „Schädlingsfeindlichkeit“ im Kaufvertrag explizit zur Auflage gemacht werden (Tordichtigkeit, Dach/Wandanschluss).

3.3.3 Lagerung im Hochsilo
Die Hochsilos können sowohl innen als auch außen positioniert werden. Von der Form her sind Rundsilos und Systembauzellen zu unterscheiden. Ein Innen-Rundsilo besteht in der Regel aus Wellblechelementen, die mit oder ohne Belüftung- bzw. Entleerungskonus unten auf einer glatten Betonfläche aufgedübelt werden. Auch im Innern eines Gebäudes ist die Abdeckung des Silos wegen der Verunreinigung durch Vögel etc. zu empfehlen. Wer ein insektendichtes Silo (z.B. dicht schließendes Betonsilo) baut, hat kein Eindringen von Schadinsekten zu befürchten. In Wellblechsilos ist diese Sicherheit nur durch aufwendige Abdichtungsmaßnahmen zu erreichen, die eine Gasdichtigkeit herstellen. Befüllt und entleert werden die Innen-Rundsilos zentrisch. Die Bauweise der Außen-Silos, meist aus Stahl, ist analog der Innen-Rundsilos.
Bei der Aufstellung von mehreren Silos gleicher Bauhöhe können diese fluchtend angeordnet werden, d.h. eine Beschickung und Entleerung ist über Rundfördereinrichtungen möglich, die ober- bzw. unterhalb der Silos verlaufen. Bei einer Aufstellung in geometrisch günstiger Form werden die einzelnen Silos rund um einen zentrisch hohen Becherelevator gestellt, der eine preisgünstige Befüllung garantiert. Die Entleerung erfolgt dann über Mobilschnecken als Stichschnecken. Das Fassungsvermögen wird durch die Gegebenheiten vor Ort bestimmt, d.h. Grundfläche (Durchmesser der Siloringe etc.) und Höhe ergeben das jeweilige Volumen.
Außensilos mit Dach sind absolut Schadnager- und Vogeldicht. Die Wände sind glatt, ritzenfrei und bilden zwar eine leicht zu reinigende Oberfläche, wobei die Säuberung aber aufgrund der Bauhöhe mit erheblichem Aufwand verbunden ist.
Im Fachhandel sind Abdeckungen aus Polyestergewebe für Blechsilos (rund oder eckig) zur Innenaufstellung in Altgebäuden erhältlich. Diese werden maßgeschneidert angefertigt (mit Körnereinlaufstutzen und Abluftführungen bei Körnerbelüftung).
Landwirte können so ihr Getreide in den Silos vor Exkrementen „von oben“ (Vögel) gut schützen. Außerordentlich kostengünstig wird das Verfahren, wenn die Außensilos unmittelbar an eine abgeschriebene Halle/Scheune angebaut werden und Körnerannahme, Reinigung, Trocknung und Verwiegung in der Halle untergebracht werden. Mit Innen-Systembauzellen kann der vorhandene Raum besser ausgenutzt werden. Diese Zellen bestehen aus verzinkten, vorgekanteten Blechelementen, die je nach Bedarf zusammengeschraubt werden. Die Wände der so entstandenen rechteckigen Zellen werden mit eingeschraubten Profilen und Diagonalstreben verstärkt. Systembauzellen können als einzelne, freistehende Silos oder im Verbund aufgestellt werden.
3.4 Belüften
Getreidekörner sind hygroskopisch. Zwischen dem Wassergehalt des Kornes und der relativen Feuchte der umgebenden Luft stellt sich in Abhängigkeit der Temperatur ein Gleichgewichtszustand ein. Wird feuchte oder warme Luft auf das Getreide gebracht entsteht Kondensat und das Getreide verdirbt. Die Umgebungstemperatur ist während der Erntezeit meistens viel zu hoch und daher zur Abkühlung ungeeignet. Die Belüftung mit Ventilatoren ist vollkommen von der Witterung abhängig und kann bei unserem mitteleuropäischen Klima nur an wenigen Stunden eingesetzt werden.
- Keine feuchte Luft auf trockenes Getreide bringen!
- Keine warme Luft auf kühleres Getreide bringen!
3.4.1 Belüftungsgebläse
Es gibt mobile oder stationäre Gebläse, die durch einen Elektromotor oder mit Diesel angetrieben werden. Das sind jeweils Radialgebläse. Es ist zu empfehlen, die erweiterte Ausstattung mit einer eingebauten Hygrostat-Steuerung einzusetzen, um eine Rückbefeuchtung von trockenem Getreide bei schlechter Witterung zu vermeiden.
Diese Belüftungsgebläse, meistens handelt es sich um Druckgebläse, arbeiten gut in Rundsilos oder im Flachlager. Um Eigenthermik und Eindringen von Ungeziefer zu vermeiden, sollen bauseitige Belüftungsanschlüsse und Abluftklappen nach Beendigung der Belüftungsphase verschlossen werden.
Dieselbetriebene Belüftungsgebläse haben sich insbesondere bei Lagerbelüftungstrocknungen von Flachlagerhallen bewährt, wobei zur erforderlichen Lufterwärmung die Motorabwärme genutzt wird (Kraft-Wärme-Kopplung) Verbrauch: ca. 20 l/h Diesel.
Um Investitionskosten einzusparen kann das Getreidekühlgerät mit einem Belüftungstrockner (kontrollierter Ventilator), gepaart werden. Bei einer Kombination der Systeme kann ein kleineres Kühlgerät ausgewählt werden.
3.4.2 Grundregeln zum Belüften mit Außenluft
Getreide sollte unverzüglich d.h. direkt nach der Ernte mit Außenluft belüftet werden.
Die folgenden Regeln sind bezogen auf eine Kornfeuchte von ca. 14–15% zur Ernte und einer relativen Luftfeuchte von höchstens 65%. Ausnahme Hafer: 12,5% Kornfeuchte.
- Gewissenhafte Reinigung des Getreides vor der Einlagerung mindestens mit einem Vorreiniger (Windsichter), besser mit einem Siebreiniger (Aspirateur) plus Zyklon
- Vermeidung von Schüttkegeln bei der Einlagerung – ansonsten auf jeden Fall Einebnung des Schüttkegels durch ein Prallblech am Auslaufrohr im Flachlager ein, im Außensilo durch einen selbstdrehenden Kornverteiler
- Nach Einlagerung des Getreides sofortige Belüftung, wenn die Belüftungseinrichtung bedeckt ist und die relative Luftfeuchte von über 65% erreicht ist: Getreide schwitzt, diese Feuchte muss sofort entzogen werden. Hinweis: Eine Erstbelüftung kann ein bis zwei Stunden bis maximal 75% relative Luftfeuchtigkeit erfolgen. Kontrolle der austretenden Luft auf Feuchte und Wärme
- In den nächsten Tagen sollte bei einer relativen Luftfeuchte unter 65% wieder belüftet werden, bis die Grenze von 65% überschritten ist
- Nach und nach Angleichung der Getreidetemperatur an die Außentemperatur. Damit wird Schwitzwasserbildung an der Innenwand des Silos vermieden
- Messung der Temperatur und Feuchte des Getreides bis Ende Oktober mindestens 14-täglich
- Belüften im Spätherbst oder im Winter erneut bei Minusgraden von einer relativen Luftfeuchte der Außenluft von unter 65%, um das Getreide – falls notwendig – herunterzukühlen. Die Zieltemperatur im Getreidestapel soll mindestens 10–12°C betragen
Achtung: Auf keinen Fall in abgekühltes Getreide wieder wärmere Luft einblasen – Pilz- und Käfergefahr! - Nach jedem Belüften den Anschluss am Silo schließen, um z.B. Schadnager fernzuhalten und eine Wiederbefeuchtung durch die Eigenthermik des gelagerten Getreides zu vermeiden.
Für die Kühlung und Belüftung sind besonders Radialgebläse geeignet. Zur Berechnung der erforderlichen Gebläseleistung bei 120 mm Wassersäule wird das Behältervolumen in m3 mit 15 m3 Luft/m3/h multipliziert z.B. 1.000 m3 x 15 m3/m3/h= 15.000 m3/h.
Für etwa 300–400 t Getreide sind folgende Geräte notwendig:
- Lüftungsgebläse mit mindestens 2,2 kW Antriebsleistung und 5.000 m3/h Luftleistung. Um auf Nummer Sicher zu gehen und etwa bei nicht vollständig totreifem Getreide oder bei witterungsbedingt verzögerter Abreife ausreichend belüften zu können, sollte ein 4 kW-Motor mit 9.000 m3/h Leistung zum Einsatz kommen.
- Feuchtegehaltsmesser, digitales Hygrometer/Thermometer zur Ermittlung der relativen Luftfeuchte und Lufttemperatur. Empfehlenswert ist einer Abschaltautomatik des Belüftungsgebläses, wenn die Luft mehr als 65% relative Feuchte enthält.
- Einstechthermometer zum Messen der Getreidetemperatur im Lager.
3.4.3 Kennzahlen zur Belüftung
Tabelle 4: Belüftungsziele und Verfahren (Quelle: Malte Bombien, bearbeitet)
| Verfahren | Belüftungsziel | Luftrate | max. Kornfeuchte (%) | max. Lagerhöhe (m) | max. Kanalabstand (m) |
|---|---|---|---|---|---|
| Minimalbelüftung | Wärmeabführung | 3 – 5 | < 18 | 6 – 8 | 2 |
| Kühlung mit Außenluft | Kühlung | 10 – 15 | < 16 | 10 – 20 | 4 |
| Rückkühlung nach Trocknung | Kühlung | 20 – 25 | < 16 | 10 | 4 |
| Lagerbelüftungstrocknung | Trocknung + Kühlung | 70 – 75 | < 20 | < 4 | 1,2 |
| natürliche Thermatik (Δ T > 10 °C) | Wärmeabführung | 1 – 3 | < 16 | – | – |
3.5 Kühlen
Die Kühlkonservierung von Getreide und Ölsaaten mit trockener, kühler Luft ist ein natürlicher Vorratsschutz. Mit einem Getreidekühlgerät werden „winterliche Verhältnisse“ in die Nacherntezeit vorgeholt. Es ist wichtig Getreide und Ölsaaten schnell und effektiv auf stabile Lagerverhältnisse zu bringen, so wird die Ernte bestmöglich „gesunderhalten“.
Die Vorteile der Kühlkonservierung sind:
- Schutz gegen Insekten
- Schutz gegen Schimmelpilze und den daraus resultierenden Mykotoxinen
- Minimierung der Masseverluste durch Atmung
- Einsparung an Trocknungsaufwand
- Erhalt der Erntefrische
- Erhalt der Keimfähigkeit.
3.5.1 Funktion und Technik
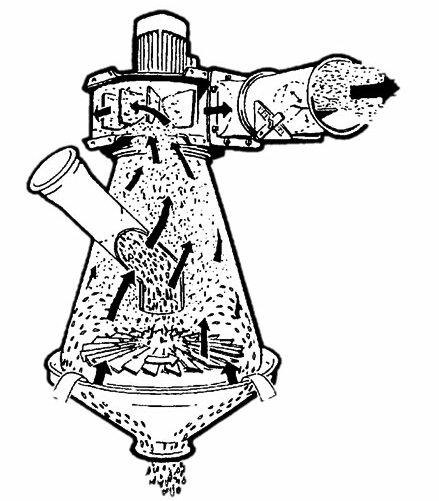
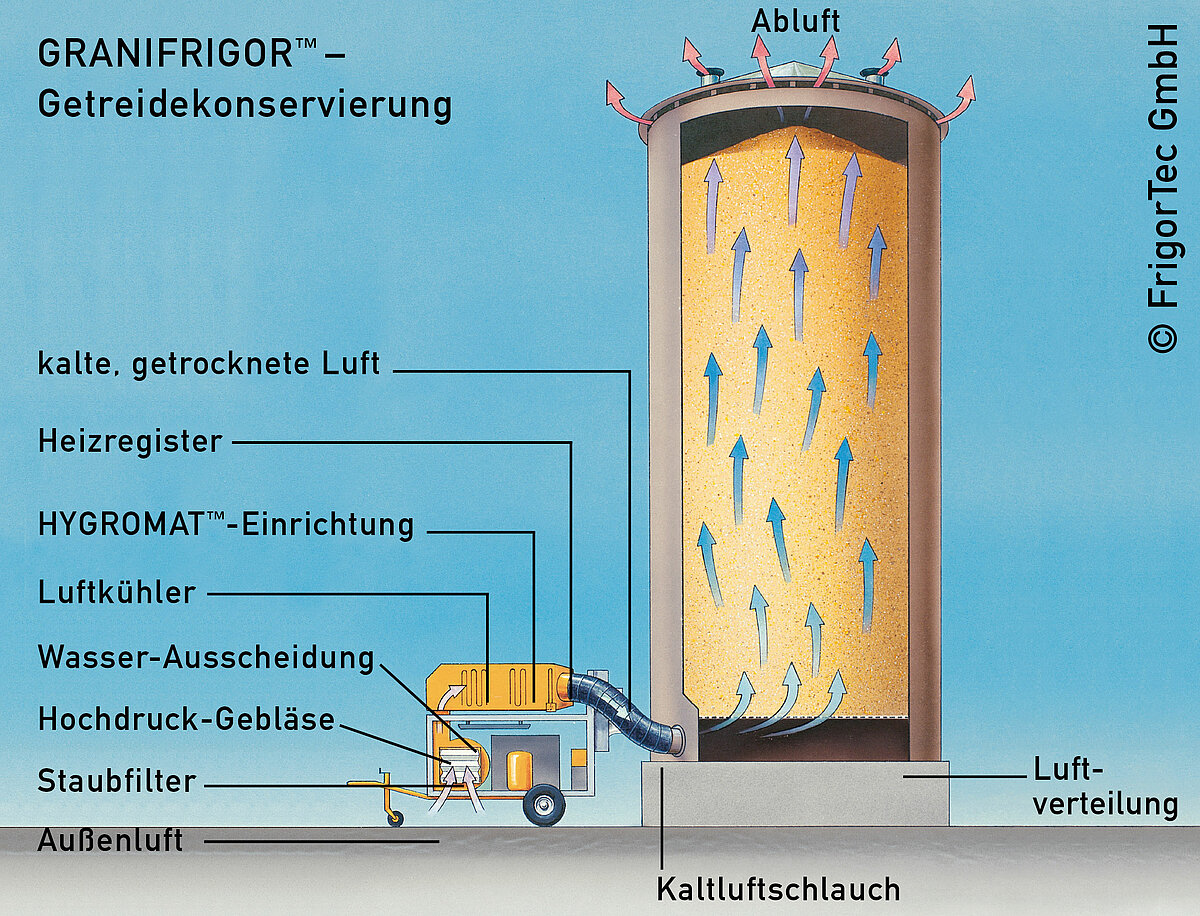
Das Gebläse des Getreidekühlgerätes saugt Umgebungsluft an (siehe Abbildung 16). Die angesaugte Luft wird gefiltert und in einem Kühler abgekühlt, dabei kondensiert Wasser aus der Luft. Die nachgeschaltete Hygrotherm- Einrichtung erwärmt die kalte Luft mit der aus der Luft aufgenommenen Energie, also ohne zusätzliche Energiekosten, wieder. Dadurch wird die Luft getrocknet. Diese kalte und trockene Luft wird über die Luftverteilung des Flachlagers oder der Siloanlage durch das Getreide gepresst. Über die Abluftöffnungen der Lagerstätte gelangt der Luftstrom in die Umgebung zurück. Mit der Abluft werden die aufgenommene Wärme und die aufgenommene Feuchte ins Freie abgeführt. Ist das Getreide gekühlt wird das Getreidekühlgerät sofort abgeschaltet. Ein Getreidekühlgerät arbeitet unabhängig von den Witterungsverhältnissen. Selbst bei Regen, Schnee, Hagel, Hitze oder Nebel ist das Gerät einsetzbar.
Der Ventilator des Kühlgerätes muss entsprechend dem zu erwartendem Gegendruck bemessen sein. Bei einer Hochsiloanlage mit entsprechend ungünstigem Schlankheitsgrad ist es wirtschaftlich mehrere Zellen parallel anzuschließen, damit der Gegendruck geringer ist.
Ein Getreidehaufen isoliert sich selbst. Kühles Getreide erwärmt sich sehr langsam wieder. Getreide in einer Schüttung hat sehr schlechte Wärmeleiteigenschaften. Zum einen haben die Körner lediglich Punktkontakte und somit wenig Fläche zur Wärmeübertragung, zum anderen isoliert die ruhende Luftschicht zwischen den Körnern sehr gut.
Wird Getreide mit einem Luftvolumenstrom zwangsdurchströmt, verändert sich die Situation. Mit der Konvektion ist ein guter Energieaustausch möglich. Getreide wird innerhalb von 3 Wochen, maximal 6 Wochen, abgekühlt. Danach wird das Kühlgerät abgeschaltet und das Getreide bleibt aufgrund seiner Eigenisolierung für 6–8 Monate kühl.

eine Siloanlage (Quelle FrigorTec)
Anschluss Getreidekühlgerät
Bevor ein Getreidekühlgerät gestartet werden darf, muss der Verdichter 24 Stunden vorgewärmt werden. Dadurch verdampft das Kältemittel im geschlossenen Kältekreis aus der Ölvorlage im Verdichter. Dies wird mit dem Anschluss an die Stromspannung automatisch ausgeführt
Achtung: Kältemittel und Öl müssen nie getauscht oder nachgefüllt werden! Gibt es eine Niederdruckstörung muss zuerst die Leckage abgedichtet werden, nicht einfach nur Kältemittel nachfüllen lassen. Dies kommt jedoch äußerst selten vor, meist nur nach einer mechanischen Beschädigung des Kältekreises. Erst wenn auch der Kühlluftschlauch angeschlossen ist, das Kondensat ablaufen kann und das Gerät waagerecht steht, darf das Getreidekühlgerät gestartet werden.
3.5.2 Wirtschaftlichkeit
Um die Wirtschaftlichkeit der Kühlkonservierung zu ermitteln müssen viele verschiedene Kriterien beachtet werden. Die Kriterien sind jedoch für die verschiedenen Getreide- und Ölsaatensorten unterschiedlich relevant:
- Kaum Masseverluste durch Atmung
- Umlagern ist nicht erforderlich
- Keine chemische Behandlung erforderlich
- Keine Insekten im Getreide
- Keine Lagerpilze und daher weniger Mykotoxine
- Wenige Spannungsrisse, was bei Mais relevant ist
- Weniger Bruchkörner
- Keine Oxidation bei Ölsaaten
- Keimfähigkeit wird erhalten, was bei Braugerste und Saatgut relevant ist.
Bei einer seriösen Betrachtung der wirtschaftlichen Kriterien beträgt die Amortisationszeit eines Getreidekühlgerätes meist weniger als 2 Jahre. Es ist jedoch viel wichtiger die Sicherung der Körnerfrüchte, also des Wirtschaftsgutes, im Lager zu sehen. Der Einsatz eines Getreidekühlgerätes kann als eine Art „Versicherung“ angesehen werden. Die Qualität der Körnerfrüchte wird mit der Kühlkonservierung gesichert. Durch den Verdunstungseffekt bei der Getreidekühlung ist der Energieverbrauch geringfügig höher als bei einer reinen Belüftung oder Belüftungstrocknung. Wichtig dabei ist jedoch, dass das Getreidekühlgerät dem aktuellen Stand der Technik entspricht.
Dazu gehören: Frequenzregelung des Kaltluftventilators und der Kondensatorventilatoren, Unterkühler und Überhitzer im Kältekreis, eine vollautomatische Steuerung mit individuellen Betriebsarten, Elektromotoren mit einer hohen Effizienzklasse, günstige Strömungsführung, Sommerthermostat, Winterthermostat.
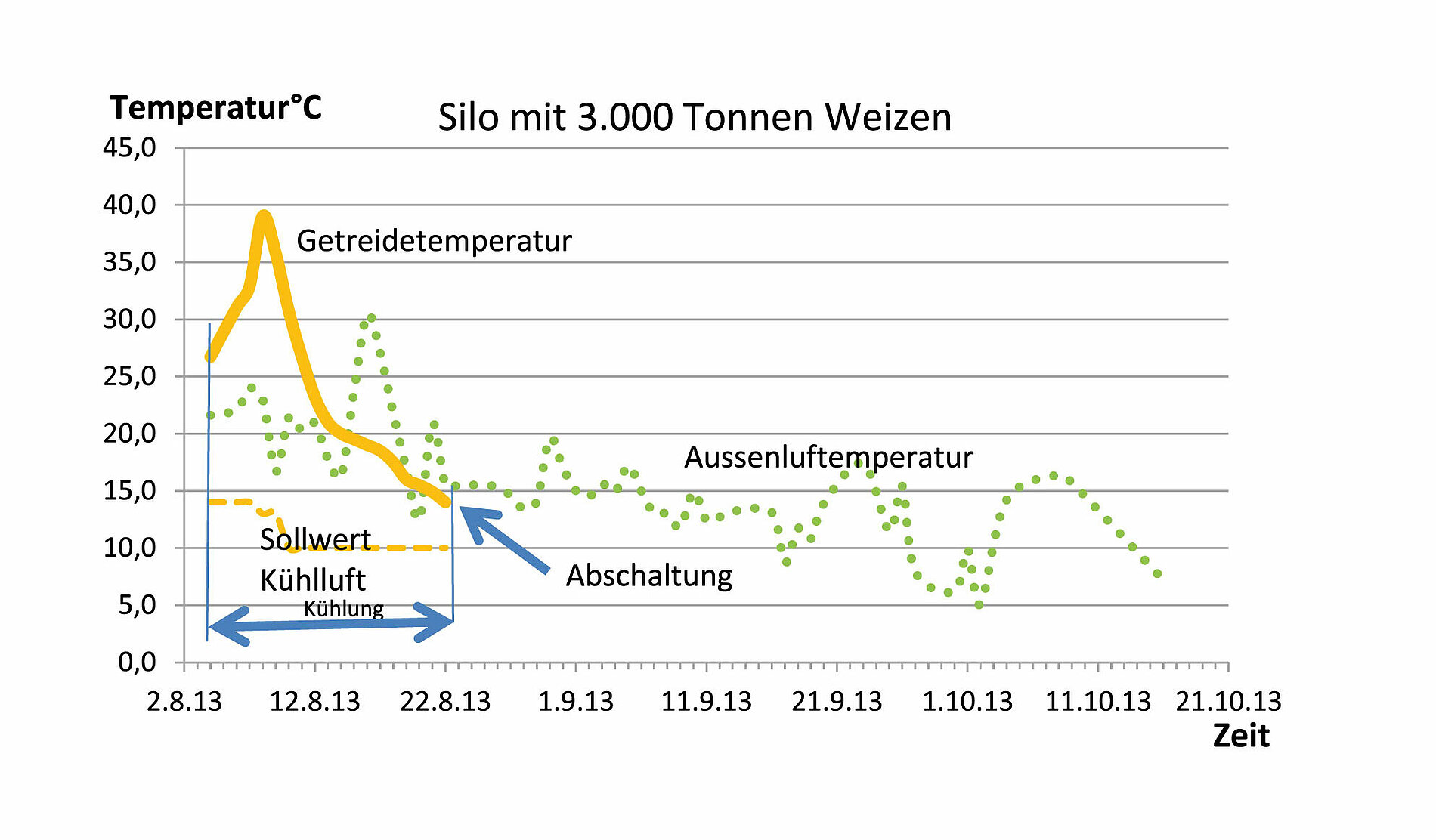
In Abbildung 18 ist eine Abkühlkurve bei einer Getreidekühlung dargestellt. Es ist erkennbar, dass trotz der zeitweise hohen Außenlufttemperatur eine Abkühlung des Getreides auf unter 15°C in einem kurzen Zeitraum erreicht wurde. Die Kurve der Außentemperatur zeigt den jeweiligen Tagesmittelwert an. Der Verlauf der Außenlufttemperatur bis in den Herbst zeigt weiter, dass eine Getreidetemperatur unter 15°C mit einer Belüftungstrocknung erst im Oktober möglich gewesen wäre. Es ist dabei zu beachten, dass zwischen der Zulufttemperatur und der erreichbaren Getreidetemperatur immer mindestens 2°C Temperaturdifferenz erforderlich sind, um einen guten Effekt der Wärmeübertragung zu bewirken. Da der Ventilator, je nach Gegendruck, die Außenluft um etwa 2–4°C erwärmt, muss die Außentemperatur bei einer Belüftung deutlich niedriger als die gewünschte Getreidetemperatur sein.
Sehr wichtig für die Wirtschaftlichkeit ist der Einstellwert der Kühltemperatur.
Für eine wirtschaftliche Energieübertragung sind mindestens 2 K (bzw. 2°C) Temperaturdifferenz zwischen der Kühlluft und der Getreidetemperatur am letzten Kontaktpunkt erforderlich (also oben).
Als Weiteres muss das Kühlgerät sofort abgeschaltet werden, wenn die anvisierte Temperaturdifferenz von 2 K (°C) erreicht ist. Es würde sehr lange dauern bis sich die Kühllufttemperatur und die Getreidetemperatur angeglichen haben und das würde außerordentlich viel Energie kosten. Zusätzlich kann durch Einstellung des Sommerthermostates der Kühldurchgang während der Nachmittagshitze unterbrochen werden. Dies spart zusätzlich Energie.
In der Praxis ist mit folgenden Betriebs-, Wartungs und Investitionskosten zu rechnen:
Stromkosten: 2,8 €/Tonne Weizen
Wartungskosten: 390 €/Jahr (Kältefachbetrieb)
Investitionskosten: 0,5–1 €/Tonne Weizen
Literatur
- Gengenbach, Heinz u.a.: Getreidelagerung. Sauber – sicher – wirtschaftlich. 2013, DLG Verlag,
Reihe: AgrarPraxis kompakt - Bombien, Malte; Isensee, Edmund; Reckleben, Yves: Getreidetrocknung-Handbuch: Trocknen, Fördern, Lagern, 2007, RKL, Rendsburg
- Humpisch, Gerhard: Getreide lagern. Belüften und Trocknen. 2. erw. Auflage; AgriMedia GmbH
Vervielfältigung und Übertragung einzelner Textabschnitte, Zeichnungen oder Bilder (auch für den Zweck der Unterrichtsgestaltung) sowie Bereitstellung des Merkblattes im Ganzen oder in Teilen zur Ansicht oder zum Download durch Dritte nur nach vorheriger Genehmigung durch DLG e.V., Servicebereich Marketing, Eschborner Landstraße 122, 60489 Frankfurt am Main, Tel. +49 69 24788-209, M.Biallowons@DLG.org