Fütterungsanlagen für Schweine – Mischen und Transportieren
DLG-Merkblatt 361
1. Einführung
Der Einsatz vollautomatischer Fütterungssysteme hat nicht nur in Deutschland, sondern weltweit Einzug in die Schweineproduktion gehalten. Die verwendeten Systeme lassen sich dabei einfach nach der Transportart (flüssig oder trocken) einteilen. Die Entscheidung für ein Verfahren ist sehr vielschichtig. Sie reicht von den notwendigen Investitionskosten, über die unterschiedlichen betrieblichen Anforderungen wie z. B. die verwendeten Futterkomponenten, bis hin zu der wichtigsten Voraussetzung: der persönlichen Motivation im täglichen Umgang mit der Fütterungsanlage.
Nur wer sich mit der jeweiligen Technik auseinandersetzt und die Abläufe versteht kann gezielt Optimierungen vornehmen. Daher ist es wichtig, sich im Vorfeld intensiv mit den eigenen Ansprüchen und deren Umsetzung zu informieren.
Dieses Merkblatt soll einen Überblick über heute übliche Misch und Fördertechniken bei der Fütterung von Schweinen geben.
2. Platzierung der Futterzentrale auf dem Betrieb und ihre räumliche Ausgestaltung
In der Schweinefütterung werden eine Reihe sehr verschiedener Einzelkomponenten eingesetzt, aus denen je nach Bedarf Futtermischung erstellt werden. Die fertigen Futtermischungen werden als sogenannte Fertigfutter von spezialisierten Mischfutterfirmen erstellt und bezogen oder als hofeigene Futtermischungen auf den Betrieben angemischt. Wird Fertigfutter meist in Futtersilos geblasen und zu den täglichen Fütterungszeiten direkt ausdosiert, so wird für das Anmischen hofeigener Futter eine Futterzentrale benötigt. Sie stellt eine wichtige Schaltzentrale auf dem Betrieb dar und muss daher optimal aufgebaut sein.
Die Planung einer Futterzentrale sollte mit der Standortsuche beginnen. Dabei müssen mehrere Anforderungen berücksichtigt werden. Neben möglichst kurzen Leitungswegen zu den Abteilen ist auf ein ausreichendes Platzangebot in der Futterzentrale zu achten. Weiterhin dürfen aus hygienischen Gründen die Futtermittellieferanten nicht durch den Hygienebereich des Betriebs geführt werden. Schlussendlich sollten mögliche Wachstumsschritte am Standort realistisch geprüft werden und in soweit Berücksichtigung finden, als das eine bauliche und technische Erweiterung gegebenenfalls möglich bleibt. Dazu gehört auch eine ausreichende Rangierfläche für LKWs oder bei Bedarf auch für eine Brückenwaage. Diese Planungen sind in der Regel sehr betriebsspezifisch und lassen sich gerade bei bestehenden Anlagen nicht immer in allen Anforderungen optimal lösen.
Bei der räumlichen Gestaltung der Futterzentrale muss viel Wert auf Sauberkeit gelegt werden. Optimalerweise empfiehlt sich – besonders bei Flüssigfütterungsanlagen – das Fliesen von Boden und Wänden bis zu mindestens 2 m Höhe.
Ein Abfluss an der tiefsten Stelle führt das Reinigungswasser in die Gülle ab. Die Fütterungsanlage muss im Raum so angeordnet werden, dass empfindliche Teile wie z. B. die Elektronik, zum Schutz vor Feuchtigkeit in einem separaten Raum (z. B. dem Büro) angebracht werden. Die Anordnung des Mischers sowie aller Behälter und Vorratstanks sollte ebenerdig erfolgen. Ein stationärer Hochdruckreiniger mit ausreichender Schlauchlänge verringert den täglichen Reinigungsaufwand. Wichtig ist auch eine ausreichende Isolierung der Futterzentrale in der zumindest der Frostschutz sichergestellt sein muss.
Die Kosten für die technische Ausstattung einer Fütterungszentrale für z. B. eine 1.000er Mastanlage reichen je nach Ausstattung von ca. 30.000 Euro bis über 50.000 Euro. Die Anlage ist technisch in der Lage, mehrere tausend Mastschweine zu versorgen, was die Kosten je Platz anteilig senkt. Heute sind die Hersteller von Fütterungsanlagen in der Lage, mehrere Anlagen zu vernetzen. Dieses wird von den stark gewachsenen Betrieben immer häufiger gefordert. Dabei können z. B. von einer Futterzentrale aus mehrere Unteranlagen befüllt werden. Der wesentliche Vorteil liegt darin, dass nur eine Anlage mit einem Komponentenlager ausgestattet werden muss.
3. Komponentensilos
Die häufigste Bevorratung erfolgt in Silos aus verzinktem Blech, GFK oder Trevira. Flüssige Komponenten werden in Tanks aus Metall oder GFK gelagert, die bei warmzuhaltenden Komponenten zusätzlich auch isoliert sein müssen. Die Anzahl, Größe und die Anordnung der Silos ist sehr betriebsspezifisch. Hier gilt es, gelegentlich bei einem Zukauf von Komponenten einen Kompromiss zwischen der Kostenreduktion bei der Abnahme ganzer Blastankwagen und der optimalen Lagerdauer zu finden.
Um die häufig schon vorhandenen Räumlichkeiten möglichst gut auszunutzen haben sich gerade Trevira Silos bewehrt. Sie sind bei gleichem Lagervolumen in unterschiedlichsten Abmessungen erhältlich. In der Grundversion können sie nur unterdach einsetzt werden, da sie vor Regen und UV Licht geschützt werden müssen. Seit einiger Zeit werden auch Trevira Silos mit einer Ummantelung aus beschichtetem Polyester für den Außenbereich angeboten. Die Standardlösung für Außensilos sind GFK und Wellblechsilos. Durch die Möglichkeit in die Höhe zu gehen ist eine platzsparende Lagerung gut möglich. Über fest installierte Befüllrohre können auch Silos über eine längere Entfernung mit dem Blastankwagen von dem Außengelände aus befüllt werden. Aus Sicht der allgemeinen Seuchenhygiene ist das heute wünschenswert.
Wichtig für einen Fütterungserfolg ist unter anderem, dass es zu keiner Entmischung bei der Silobefüllung kommt. Erfolgt die Befüllung durch einen Blastankwagen oder eine Mühle, verbessert ein waagerechter Prallteller, der direkt unterhalb des Auslasses des Befüllrohrs im Silo angebracht wird, die gleichmäßige Verteilung im Silo. Gerade bei sich stark entmischenden Komponenten wie zum Beispiel Gerstenschrot kann hierdurch die Häufigkeit von Störungen durch schwer nachlaufende Komponenten verringert werden.
Sinnvoll ist es, schlecht nachlaufende Komponenten in Silos mit einem möglichst kleinen Durchmesser zu füllen – z. B. mit einem 60 Grad Auslaufkonus sowie bei Trevira Silos zusätzlich mit einem Stufenkonus. Dies führt allerdings dazu, dass die Lagerkapazität durch den spitzen Auslaufkonus stark abnimmt. Angeboten werden auch Rüttler, welche die Futterbrücken die sich im Silo gebildet haben zum Einsturz bringen. Verändert sich bei der Eindosierung der Komponente das Gewicht im Mischer oder Behälter nicht, so wird zunächst der Rüttler über den Fütterungscomputer angesteuert.
Lagertanks für Flüssigkomponenten verfügen über Rührwerke, die in regelmäßigen Zeitintervallen oder vor dem Anmischen die Komponenten wieder homogenisieren.
Alle Futter- und Komponentensilos sollten regelmäßig vollständig entleert und gereinigt werden, was durch Tauschsilos erreicht werden kann. Bei GFK oder Metallsilos gehören daher gut zugängige Öffnungen, sogenannte Mannöffnungen in jedes Silo. Sie erlauben zum Einen eine erste Sichtkontrolle und zum Anderen können sogenannte Reinigungsroboter eingesetzt werden. Anhaftende Futterreste, die durch eine Kondenswasserbildung aufgrund von Sonneneinstrahlung entstanden sind, werden mit einem Hochdruckwasserstrahl entfernt. Eine anschließende Desinfektion optimiert den Hygienestatus der Silos. Abbildung 1 zeigt den Einsatz eines Reinigungsroboters.
Nach Möglichkeit sollte bei der Silopositionierung darauf geachtet werden, dass zum Einen die Silos gut erreichbar sind und zum Anderen ausreichend Platz zum Reinigen vorhanden ist.
Bei der Befüllung der Silos mit einem Blastankwagen oder einer Mühle tritt über die Entlüftungsrohre viel Staub aus, der zu einer starken Verschmutzung führt. Um dieses zu verhindern empfehlen sich Staubabscheider. Sie filtern den Staub aus der Luft, die aus den Entlüftungsrohren der Silos beim Befüllen entweicht.
Tanks für Flüssigkomponenten müssen ebenso regelmäßig gereinigt werden. Pilzsporen in schimmeligen Futterresten oder giftige Gas in geschossenen Behältern stellen für das Reinigungspersonal ein hohes Gesundheitsrisiko dar. Aus diesem Grunde sollten geeignete Arbeitsschutzmaßnahmen wie z. B. Atemschutzmasken verwendet werden.

Sollen feuchte Komponenten eingesetzt werden ist eine Bevorratung nur in einem Behälter mit Rührmechanismus sinnvoll. Vorgelagert werden feuchte Komponenten in sogenannten Flüssig- oder Trockenannahmen, die meist mit dem Frontlader befüllt werden. Der Vorteil von Flüssigkomponenten liegt in der flexibleren räumlichen Anordnung, einem Auftauen von gefrorenem Futter und der Möglichkeit, mit einer Annahme mehrere Komponenten mischen zu können. Trockenannahmen kommen meist bei Trockenfütterungen zum Einsatz, wenn feuchte Komponenten wie CCM oder Feuchtgetreide aus dem Flachlager eingesetzt werden sollen. Sie verfügen über einen Zerkleinerungsmechanismus, wie z. B. gegeneinander laufende Schnecken oder ein Sech, das über den Boden der Annahme rotiert. Die Kosten einer Annahme betragen ca. 10.000 Euro.
Für die Ausdosierung in den Anmischbehälter oder Mischer werden bei den Trockenkomponenten Schnecken oder Spiralen verwendet. Meist ist jedes Silo mit einem eigenen Förderorgan versehen. Gerade bei größeren Anlagen sind jedoch auch Sammelschnecken sinnvoll. Die Erfassung der ausdosierten Komponentenmenge erfolgt über die Veränderung des Gewichts im verwogenen Anmischbehälter bzw. Mischer. Kurz bevor die gewünschte Komponentenmenge erreicht ist wird die Komponentenzufuhr abgeschaltet. Denn der Fütterungscomputer berücksichtigt automatisch die Nachlaufmenge im Fallrohr und schaltet entsprechend früher ab. Ist die Nachlaufmenge größer als die benötigte Komponentenmenge wird auf eine Zeitdosierung umgeschaltet. Zeitdosierung bedeutet, dass auf der Grundlage der Förderleistung der Komponentenförderorgane – gemessen in kg/sec – der Fütterungscomputer die notwendige Laufzeit der Förderorgane errechnet. Diese Form der Dosierung ist vergleichsweise ungenau. Wird die Komponente häufiger über die Zeitdosierung ausdosiert, sollte die Dosiergeschwindigkeit des Förderorgans verringert werden. Zur Kontrolle der Dosiergenauigkeiten eignet sich eine einfache Silokontrolle. Dazu wird der Silofüllstand kurz vor der Silobefüllung gekennzeichnet. Im Anschluss wird das Silo mit einer abgewogenen Menge befüllt. Erreicht der Silofüllstand den vorher markierten Bereich, muss der vom Fütterungscomputer ermittelte Verbrauch um den Wert der abgewogenen Menge angestiegen sein. Dieses sollte gerade bei teueren Komponenten regelmäßig kontrolliert werden.
Die Komponenten fallen von den Komponentenförderorganen über ein Fallrohr in den Anmischbehälter der Flüssigfütterung. Aus hygienischen Gründen empfiehlt es sich, möglichst nur ein gemeinsames Fallrohr mit einem ausreichend großen Durchmesser zu verwenden. Dieses sollte leicht abnehmbar sein, wodurch sich der Reinigungsaufwand verringert. Auch bei einer heute üblichen Mehlklappe, die den Auslauf des Fallrohres nach dem Eindosieren verschließt, ist eine Reinigung es Fallrohres noch erforderlich.
4. Flüssigfütterung
Der Einbau von Flüssigfütterungs-Anlagen ist besonders für solche Betriebe geeignet, die
- alle auf dem Markt erhältlichen Futtermittel einsetzen wollen oder sich diese Möglichkeiten offen halten möchten,
- lange Futterwege überbrücken müssen, die Fütterung aber von einer Futterzentrale aus erledigen möchten,
- kurz- oder mittelfristig eine Aufstockung des Bestandes am Standort planen.
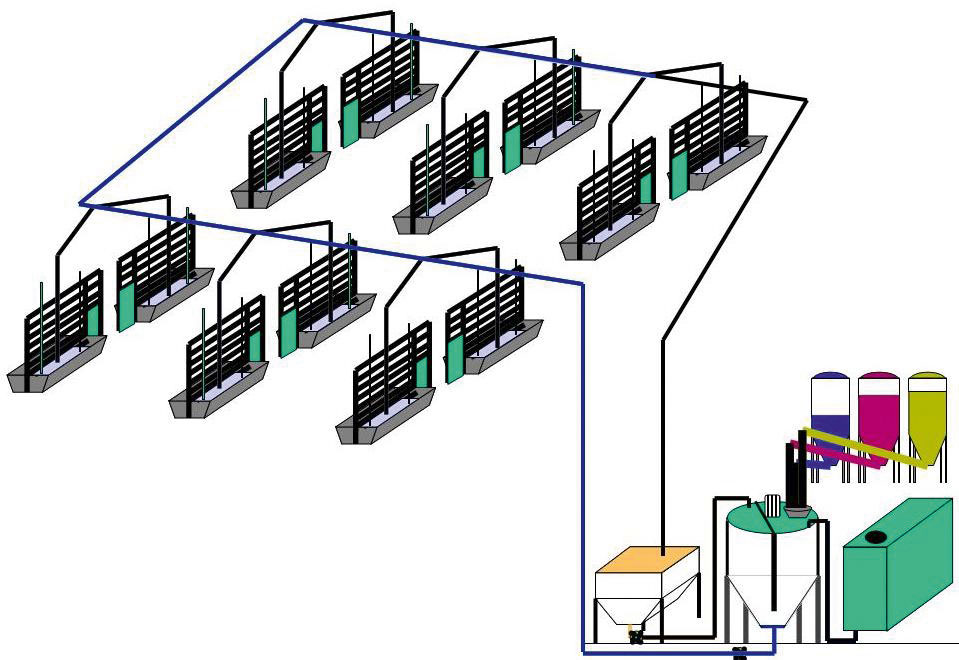
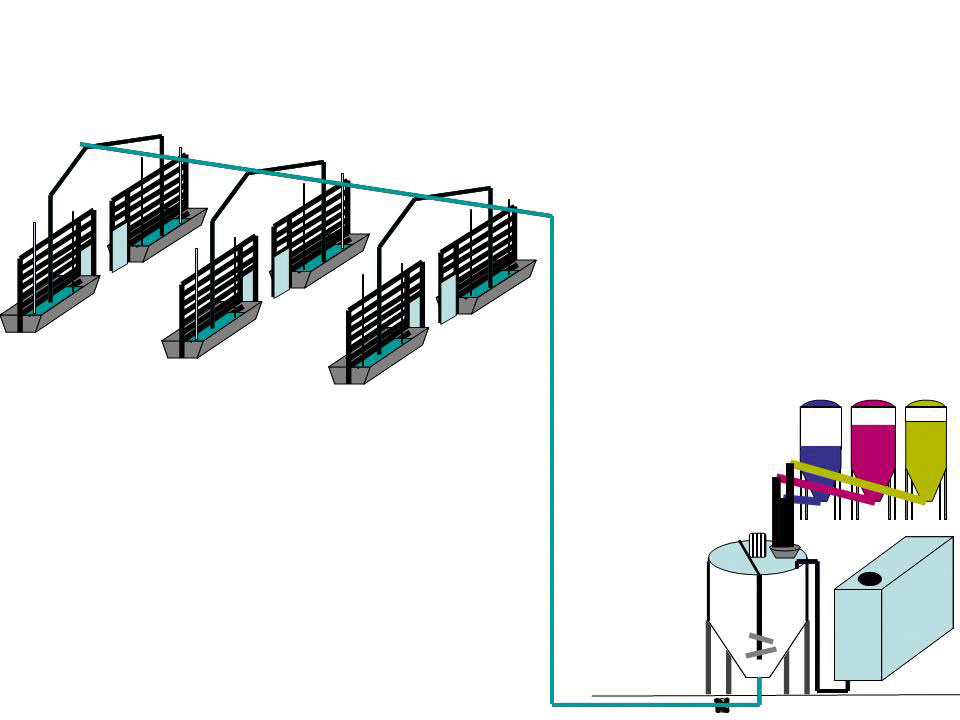
Der Grundaufbau einer Flüssigfütterungs-Zentrale besteht aus einem verwogenen Anmischbehälter, einem Frischwasservorrat, einer oder mehreren Pumpen, mehreren Silos oder Annahmen für Einzelkomponenten, dem Steuerungscomputer und einem Kompressor zur Steuerung der Ventile. Wenn es sich um eine sogenannte Restlosfütterung handelt wird zusätzlich ein Brauchwasser-Behälter installiert. Abbildung 2 zeigt den Grundaufbau einer Flüssigfütterung.
4.1 Anmischbehälter
Der Anmischbehälter besteht heute zumeist aus V2A und vereinzelt aus Glasfaser verstärktem Kunststoff (GFK). Die Behälter können je nach der Größe des Bestandes, der Fütterungstechnik (Quertrog oder Sensor), der Anzahl der Fütterungszeiten am Tag und den Fütterungsphasen in unterschiedlichen Größen ausgewählt werden. Auch können bei großen Anlagen mehrere Behälter parallel betrieben werden. Der Anmischbehälter ist heute in der Regel verwogen und steht auf einem oder mehreren Wiegefüßen, die in einem Bereich bis 100 g genau wiegen. Die Verwiegung erfolgt elektronisch über Biegestäbe. Für eine genaue Einhaltung der Futterrezepturen ist ein regelmäßiges Tarieren der Waage im leeren Zustand erforderlich. Dieses erfolgt über einen Menüpunkt im Fütterungsprogramm.
Die Behältergröße muss auf die maximalen Anmischmengen abgestimmt sein. Soll die maximale Anmischmenge z. B. für 1.000 Mastschweine ausgelegt sein und wird eine tägliche, maximale Futteraufnahme von bis zu 3.000 kg Futter unterstellt, so wird bei einem Anmischverhältnis Futter zu Wasser von 1:2,3 am Tag eine Fließfuttermenge von 10.000 Liter benötigt.
Wird eine Mindest-Anmischhäufigkeit von dreimal pro Tag unterstellt, so ergibt sich, inkl. Überlaufzuschlag, eine notwendige Behältergröße von 3,5 m³.
Neben den maximalen Anmischmengen muss auch die Mindest-Anmischmenge von der Anlage realisiert werden können. Das heißt für die praktische Umsetzung einer Flüssigfütterung müssen vorher die möglichen Fütterungsstrategien klar sein, um die Behältergröße, die Lagermengen und Förderorgane der Einzelkomponenten optimal auslegen zu können.
Die Form der Behälter ist rund oder quadratisch und verengt sich nach unten hin, um ein möglichst vollständiges Entleeren sicherzustellen. Das bedeutet, dass die vorhandenen Rührwerke auch bei fast leerem Behälter eine Entmischung der Futtersuppe noch verhindern und gleichzeitig beim Anmischen auch keinerer Portionen für eine gute Homogenisierung der Mischung sorgen. Die Rührwerke gibt es in unterschiedlichen Ausführungen. Es werden langsam laufende, mit groß dimensionierten Rührflügeln arbeitende Systeme angeboten, die sich besonders zum Anmischen von mehligen oder granulatartigen Futtermitteln eignen. Daneben werden, speziell bei zur Verklumpung neigenden Futtermitteln wie CCM oder Brot, schnell laufende Rührsysteme verwendet. Sie sorgen für eine sichere Zerkleinerung der Futterklumpen.
Mit dem Anmischen des Flüssigfutters beginnt im Prinzip der Prozess des Verderbens. Daher ist eine Reinigung mindestens einmal täglich unerlässlich. Standardmäßig verfügen Anmischbehälter heute über eine automatische Reinigungsvorrichtung. Eingesetzt werden dazu Prallteller die unter dem Wassereinlauf montiert werden, alternativ sind spezielle Reinigungsdüsen vorhanden. Dies allein reicht jedoch nicht aus, um einen hohen Hygienestatus zu erreichen. Hierfür gibt es unterschiedliche Verfahren. Heute verfügen viele Anmischbehälter nur über kleine Deckelöffnungen, die eine Reinigung mit dem Hochdruckreiniger erschweren. Es werden dann, nach einer gründlichen automatischen Behälterspülung, chemische Verfahren oder UV Licht zur Hygienisierung eingesetzt. In der Praxis weitverbreitet hat sich der Einbau von Säureneblern, die nach der täglichen Behälterreinigung Säuren fein vernebeln. Damit soll der an der Behälterwand befindliche Biofilm in seiner Entwicklung gehemmt werden. Hierfür muss der Behälter über eine automatische Deckelverrieglung verfügen. Eine Entlüftung des Behälters nach außen ist ebenfalls notwendig. Abbildung 3 zeigt einen Säurenebler.
Es existieren auch Systeme am Markt, die mittels UV Lampen die Keimflora nach der automatischen Reinigung durch ständige Bestrahlung mit harter UV-C Strahlung in deren Entwicklung hemmen. Hier ist eine einmal tägliche Reinigung der Lampe notwendig, da sonst die Strahlung nicht ausreichend wirkt. Um keine Schattenbereiche zu erzeugen kann es daher notwendig sein, zwei UV Lampen im Behälter einzubauen. Ferner ist ein Schaltkontakt mit der Deckelöffnung erforderlich, um nicht selber der UV-C Strahlung ausgesetzt zu sein. Zusätzlich angeordnete Behälter für zum Beispiel Brauchwasser oder CCM-Annahmen müssen ebenfalls in gleicher Weise behandelt werden. Häufig wird hier jedoch die Hygiene des Frischwassertanks vernachlässigt. Aber auch der Frischwasservorrat, der nötig ist um die kurzfristig hohen Wassermengen zur Verfügung zu stellen, kann durch Keime und Algen verunreinigt sein. Zumeist werden hierfür geschlossene Kunststofftanks eingesetzt. Diese müssen einen Auslauf am tiefsten Punkt des Behälters besitzen, so dass sie vollständig entleert werden können. Durch eine Deckelöffnung sollte eine Reinigung mit dem Hochdruckreiniger möglich sein.

4.2 Pumpen
Mit Hilfe von Förderpumpen werden die flüssigen Futterkomponenten und das benötigte Wasser zum Anmischen in den Behälter sowie anschließend das fertige Flüssigfutter in die Ställe gepumpt. Zum Einsatz kommen hier im Wesentlichen drei Pumpenarten:
- Kreiselpumpen
- Schnecken-Verdrängerpumpen
- Doppelkolbenpumpen.
Kreiselpumpen – wie in Abbildung 4 dargestellt – zeichnen sich durch ihre Robustheit gegen Fremdkörper und im Vergleich zu den anderen Pumpenarten durch ihren geringeren Anschaffungspreis aus. Angetrieben werden die Pumpen über Elektromotoren mit einer Leistung von 3 – 7,5kW. Erreicht werden damit Förderdrücke von bis zu 4 bar, was eine Förderleistung von 500 – 1.000 l/min. zulässt. Neben der Leistungsfähigkeit des Antriebes beeinflussen der Trockensubstanz-Gehalt des Fließfutters sowie die Leitungsführung die Pumpleistung. In der Praxis werden Pumpstrecken im Idealfall von bis zu 300 m zurückgelegt. Dabei gilt, dass mit steigendem Trockensubstanz-Gehalt, kleiner werdenden Rohrdurchmessern und stärkeren Höhenunterschieden die maximal mögliche Pumpstrecke kleiner wird. Reicht der vorhandene Pumpendruck nicht aus, so lassen sich zwei Kreiselpumpen in einer Kaskadenschaltung hintereinander schalten. Damit lässt sich, bei doppeltem Strombedarf, der Förderdruck um etwa die Hälfte erhöhen. Probleme treten auf, wenn Luft oder Schaum in die Pumpe gelangen. In diesem Fall muss Wasser in die Pumpe eingesprüht werden. Eine Drehzahlsteuerung ist eine Möglichkeit um eine genaue Dosierung auch kleinerer Mengen zu ermöglichen. Alternativ zur Drehzahlsteuerung kann eine Bypass-Leitungsführung gewählt werden. Dabei wird gegen Ende einer Trogdosierung ein Bypass-Ventil geöffnet. Hierdurch wird die Förderleistung je nach Öffnungsgrad des Bypass-Ventils gesteuert. Über den Bypass wird ein Teil des Leitungsinhaltes zurück in den Behälter gepumpt.

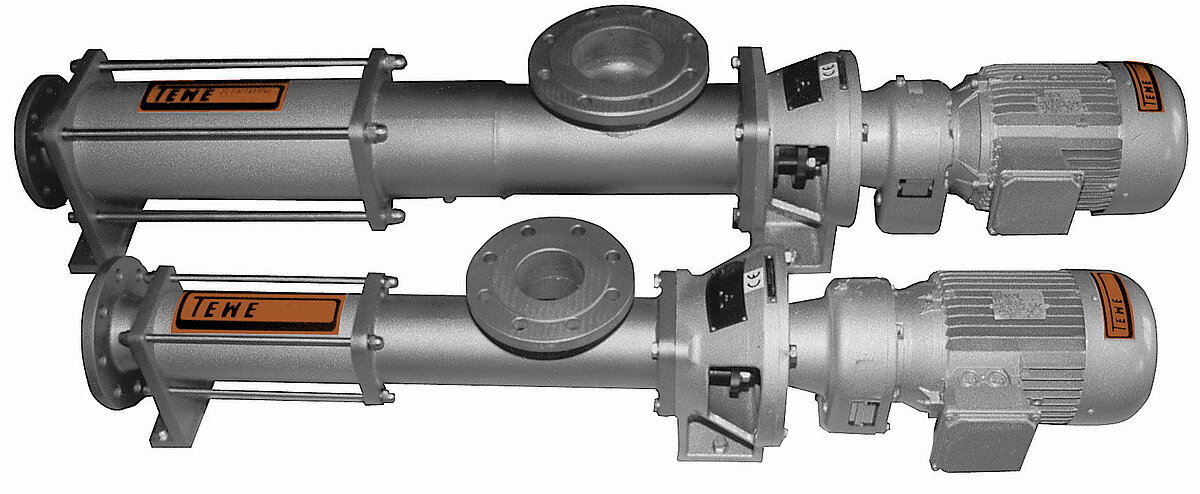
Schnecken-Verdrängerpumpen – wie in Abbildung 5 dargestellt – werden dort eingesetzt, wo Kreiselpumpen an ihre Grenzen stoßen. Sie bauen einen Druck von bis zu 6 bar auf. Ein höherer Druck ist nicht sinnvoll, da die Futterleitungen und die Ventile einem höheren Druck nicht standhalten. Angetrieben werden Schnecken-Verdrängerpumpen über Elektromotoren mit 3 – 5,5 kW Leistung, bei vergleichbaren Fördermengen von Kreiselpumpen. Empfindlich ist eine Schnecken-Verdrängerpumpe gegen Fremdkörper und Trockenlaufen. Beides führt zu Beschädigungen bzw. Reibungsverlusten und Undichtigkeiten. Fremdkörperabscheider vor der Pumpe sind in der Lage, gröbere Teile aus dem Fördergut abzuscheiden, die sonst die Pumpe beschädigen könnten. Eine regelmäßige Reinigung ist allerdings aus hygienischer Sicht unumgänglich. Auf eine gut zugängliche Positionierung ist daher zuachten, damit diese wichtige Hygienemaßnahme auch durchgeführt werden kann.
Neben einer Bypass-Regelung ist eine Drehzahlsteuerung bei einer Schnecken-Verdrängerpumpe aufgrund der linearen Mengenförderung gut geeignet.
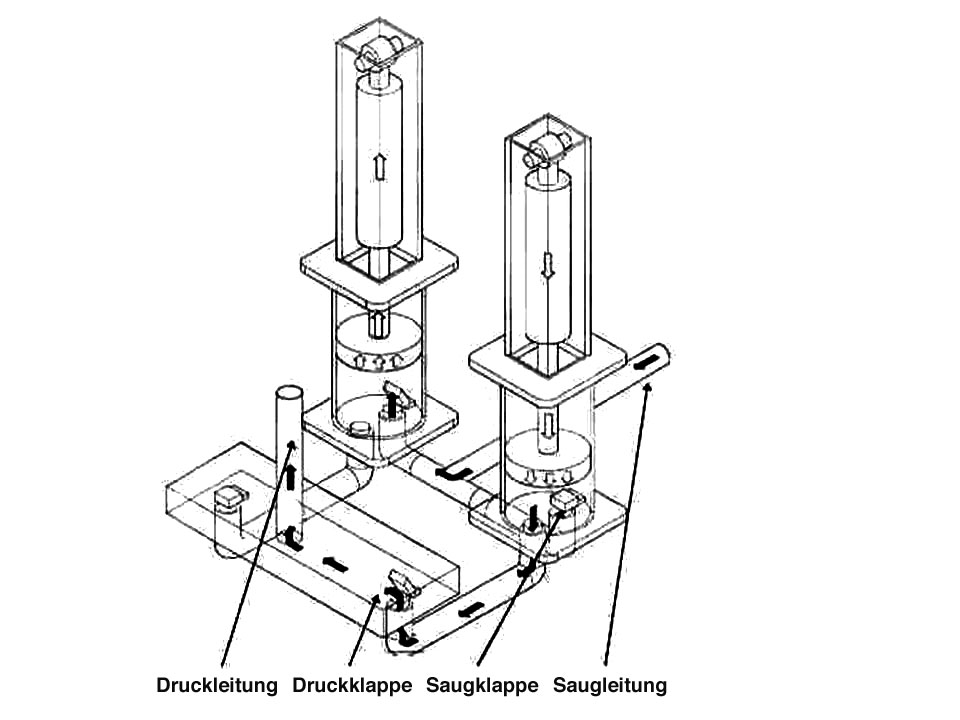
Doppelkolbenpumpe – Mit dieser Pumpe wird, wie bei der Schnecken-Verdrängerpumpe, ein Druck bis zu 6 bar erreicht. Doppelkolbenpumpen haben den Vorteil, dass sie nicht gegen Fremdkörper oder Trockenlaufen empfindlich sind. Wer Probleme mit Fremdkörpern im Futter hat und eine hohe Druckleistung benötigt, für den kann diese Technik mittelfristig preiswerter als eine Schnecken-Verdrängerpumpe sein – obwohl sie in der Anschaffung sehr teuer ist. Ein Fremdkörperabscheider kann dennoch sinnvoll sein, um Störungen bei den Fütterungsventilen zu vermeiden. Eine Kolbenpumpe verfügt, wie in Abbildung 6 dargestellt, heute meist über zwei Kolben. Bei der Aufwärtsbewegung wird Futter aus dem Behälter angesaugt und bei der Abwärtsbewegung in die Futterleitung gedrückt. Der Anschaffungspreis von rund 6.000 € relativiert sich durch eine hohe und störungsarme Lebensdauer der Pumpe. Nachteilig ist, dass sich bei einem Futterwechsel meist noch ca. 20 Liter Futter von der vorherigen Mischung in den Pumpenzylindern befinden.
4.3 Futterleitungen und Ventile
Von der Anmischzentrale aus wird das Futter durch PVC Leitungen in die Ställe gepumpt. Es handelt sich um Rohre mit einem Durchmesser von 20 bis 75 mm, die zum Teil durch die Erde zu den Stallungen geführt werden und sich in den Stallungen bei Bedarf noch in unterschiedliche Stränge unterteilen lassen. Die Wahl des richtigen Rohrdurchmessers hängt von der Anzahl der Tiere und deren Futterbedarf ab. So werden in der Ferkelaufzucht bis 40 kg eher 20 bis 40 mm verwendet, während in der Schweinemast und in der Sauenhaltung 40 bis 75 mm zum Einsatz kommen. Zum Anderen spielen die zu überwindende Entfernung, die Leitungsführung und die Konsistenz des Futterbreis eine wichtige Rolle. Das sogenannte „Mix Pipe Rohr“ soll dem Entmischen des Futters in den Leitungen entgegen wirken, da durch das Anschieben der Futtersäule in der Mix Pipeleitung das entmischte Futter durch die innen anliegende „Lippe“ wieder verwirbelt wird.
In der Praxis sind sehr betriebsspezifische Forderungen zu erfüllen. Empfehlung ist, die Wege möglichst kurz zuhalten und Steigungen im 90 Gradwinkel zu überbrücken. In der modernen Leitungsführung wird zwischen der sogenannten Stichleitung und der Ringleitung unterschieden.
Stichleitung bedeutet, das Futter vom Anmischbehälter nur über eine Zuführleitung zu den Trögen gepumpt wird (siehe Abbildung 7). Für die klassische Stichleitung bedeutet das, dass sich ständig Futter in den Leitungen befindet. Um die Futterhygiene nicht zu gefährden, ist ein mindestens dreimaliger Futterwechsel pro Tag in den Stichleitungen anzustreben. Das bedeutet, dass an einer Futterleitung mit einem Innendurchmesser von 56 mm je laufenden Meter etwa 2,5 Liter Futter stehen.
Im Vergleich zu Wasser lässt sich die stehende Futtersuppe je nach Futterkomponenten und Trockensubstanzgehalt nur schwer anschieben. Starkquellende Komponenten wie Gerstenschrot verschlechtern zudem die Fließeigenschaft. Probleme treten besonders dann auf, wenn z. B. Gerste als Ersatzkomponente verwendet wird ohne dabei den Wasseranteil zu erhöhen. Durch Quellzeiten im Fütterungsbehälter kann dieses Problem behoben werden.
Gerade in der Ferkelaufzucht ist es wichtig, Komponenten zu verwenden, die das Futter in den Trögen lange homogen halten. Dies steigert die Attraktivität für die Ferkel und führt zu einer besseren Futteraufnahme. In der Ferkelaufzucht werden aufgrund des leichteren Futterverderbs die Futterleitungen nach dem Ausdosieren leer geblasen. Beim Pipe Jet System wird das Futter mit einem Molch zurück in den Fütterungsbehälter geschoben. Vereinzelt werden diese Verfahren auch in der Mast oder Sauenhaltung angewendet. Das Leerblasen der Leitungen ist aus hygienischer Sicht von Fütterungsspezialisten nicht unumstritten. Hauptgrund ist die Hefebildung in den Leitungen, ausgelöst durch den Sauerstoff und den Biofilm in den Leitungen.
Ringleitungen besitzen einen Vor- und Rücklauf. Ermöglicht werden damit ein Umpumpen und ein Wechsel der Mischungen. Damit ist es im Unterschied zur Stichleitung möglich, über eine Ringleitung mehrere verschiedene Futtermischungen auszufüttern. War es zu Beginn der Entwicklung von Flüssigfütterungen üblich, das Fließfutter nach dem Füttern in den Leitungen zu belassen und beim erneuten Futterstart vorher den Leitungsinhalt durch Umpumpen wieder aufzumischen, wird heute meist mit Wasserschiebesystemen (Restlosfütterung) gearbeitet. Die Funktion beruht auf den verwogenen Anmischbehälter und dem spezifischen Gewicht der Futtermischung, das im Fütterungscomputer in den Steuerdaten eingegeben werden muss. Über das ausdosierte Futter ergibt sich die Futtermenge in Litern. Abhängig vom Leitungsdurchmesser ergibt sich die Position des Futters in der Leitung. Hier mit ist es möglich, die Futtersäule oder das Schiebewasser bis an jede gewünschte Stelle zu pumpen. Das Wasser, was zum Ende der Fütterung in der Leitung steht, kann Frischwasser oder Brauchwasser sein das über den dann leeren Anmischbehälter ausdosiert wird. Alternativ kann das Wasser auch über einen verwogenen Frischwassertank oder Brauchwassertank, unter Umgehung des Anmischbehälters, ausdosiert werden. Diese Variante erlaubt ein gemeinsames Anmischen einer Rezeptur für mehrere Futterkreisläufe, was viel Zeit sparen kann. Die Funktion des Wasserschiebesystems kann hier nur in der Grundfunktion erklärt werden. In der Praxis gibt es eine Vielzahl weiterer verschiedener Abläufe.
Ein Spülen der Leitung zur Reinigung ist notwendig. Um unnötige Futterverluste zu vermeiden sollte bei den Stichleitungen zur letzten Fütterung eines Durchgangs Wasser dosiert werden, so dass zum Schluss nur noch Spülwasser in der Stichleitung steht. Dabei wird das Spülwasser über ein Handventil am Ende der Leitung in die Gülle gepumpt. Das eigentliche Spülen sollte vor der Neubelegung des Stalles erfolgen.
Ein Spülen der Ringleitung ist gut möglich und kann auch bei belegtem Stall täglich durchgeführt werden. Das Spülwasser wird über den Behälter ständig umgespült und gegen Ende der Reinigung in die Gülle geleitet. Dem Spülwasser werden dabei Chemikalien wie Säuren und Laugen zur intensiven Reinigung in Konzentrationen von 2% und mehr beigemengt. Beim Umgang mit den Gefahrenstoffen muss unbedingt auf den Arbeitsschutz geachtet werden. Grundsätzlich muss zum Schluss eines Spülganges sowohl bei der Stichleitung als auch bei der Ringleitung ein Spülen mit klarem Wasser stehen, bis die Leitungen auch Spülwasser frei sind.
Zur Vereinfachung kann der Reinigungsgang als eigener Arbeitsgang in den Fütterungscomputern angelegt und gestartet werden.
Leitungsabläufe in die Tröge gehen optimalerweise von der Hauptfutterleitung direkt senkrecht, ohne weitere Abzweigungen, mittig in die Tröge. Aufgrund der Leitungsführung und der Troggröße ist dies jedoch nicht immer möglich. Bei einem 4 m Quertrog sollte mit einem Y-Stück daher eine Teilung des Auslaufs erfolgen. Eine Reinigung der Abläufe mittels einer Spüldüse ist notwendig (siehe Abbildung 8).

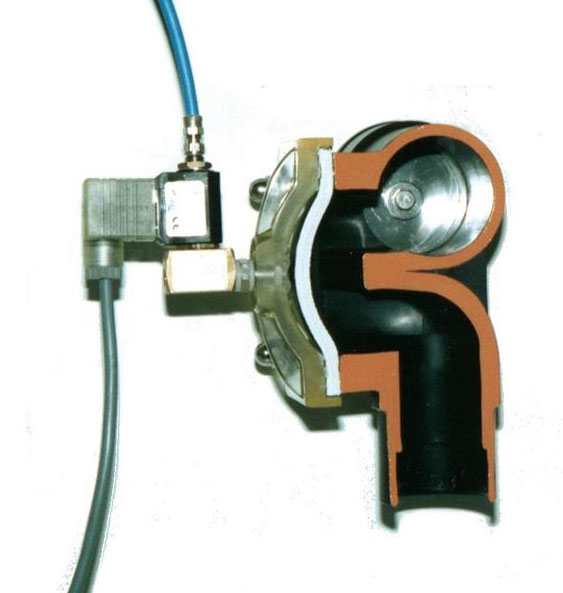
Bei den Fütterungsventilen handelt es sich um Membranventile wie in Abbildung 9 dargestellt, die in die Futterleitung eingeklebt werden. Mittels Druckluft wird die Membrane gegen die Ventilöffnung gedrückt. Vom Fütterungscomputer aus werden die Ventile dann über einen Elektrokontakt angesteuert. Wird ein Ventil angesteuert, entweicht die Druckluft und die Membrane wird vom Fließfutter nach außen gedrückt und kann in den Trog abfließen. Ringleitungen verfügen zusätzlich über ein Vor- und Rücklaufventil, während Stichleitungen nur ein Vorlaufventil besitzen. Vorlaufventile öffnen einzelne Leitungsstränge, Rücklaufventile werden geöffnet, um ein Umpumpen oder ein Auslagern von z. B. Brauchwasser zu ermöglichen. Bei der Ausdosierung in die Tröge ist das Rücklaufventil geschlossen.
Die Ermittlung der Futtermenge erfolgt heute meist nur noch über die Erfassung der Gewichtsdifferenz im Anmischbehälter.
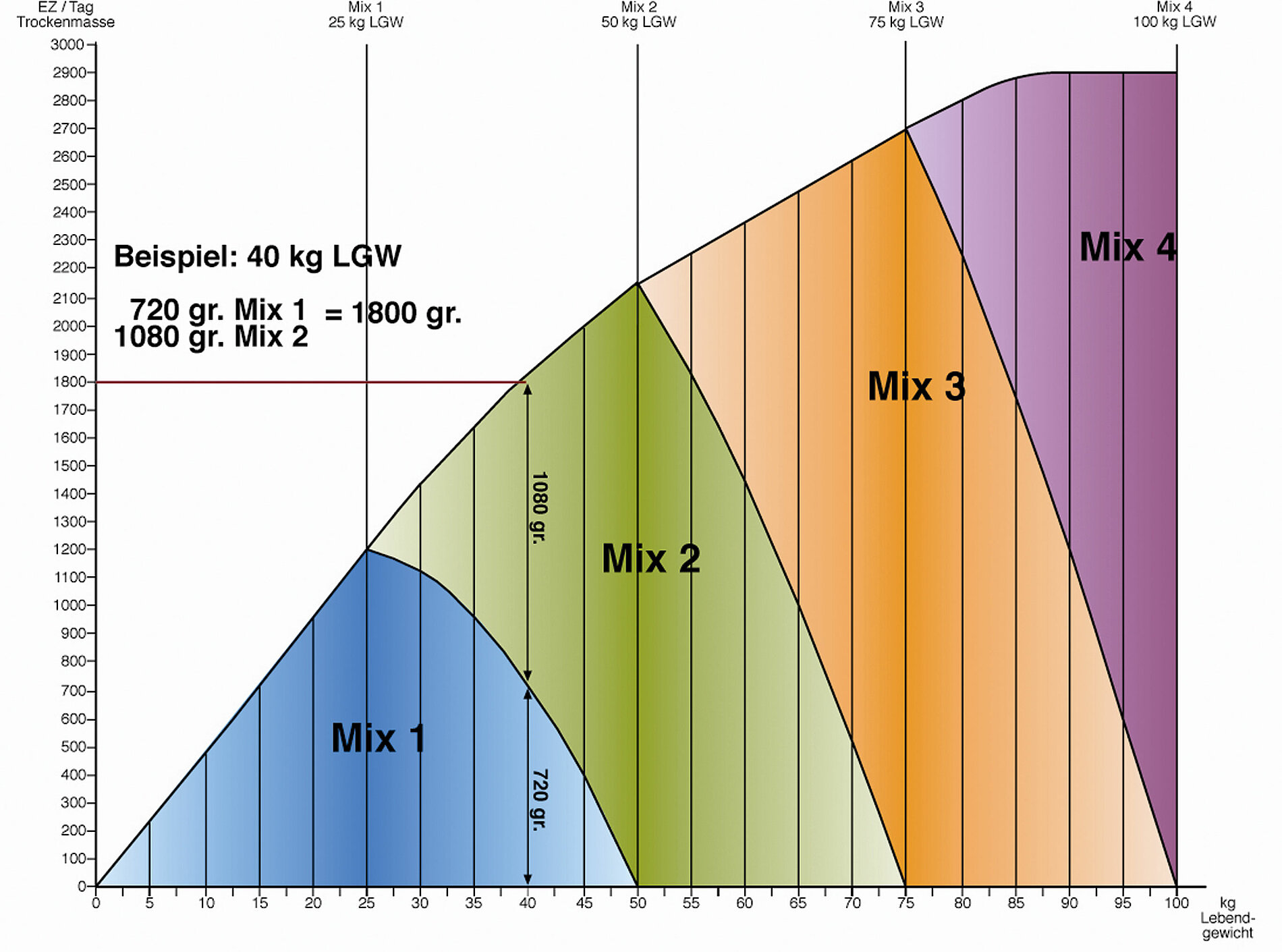
Die technische Lösung der Phasenfütterung, bei der verschiedene Futtermischungen in Abhängigkeit vom Tiergewicht verfüttert werden, wird auf Betrieben die flüssig Füttern unterschiedlich gelöst. Im Betriebs-Rein-Raus-Verfahren stellt die Phasenfütterung kein Problem dar. Bei mehreren Altersgruppen mit unterschiedlichen Futtermischungen besteht die Möglichkeit, diese stufenlos als Multiphasenfütterung vorzunehmen. Das bedeutet, dass im Fütterungscomputer definiert wird, wann und zu welchen Anteilen die Futtermischungen verschnitten werden sollen. Beachtet werden sollte, dass die auftretenden Mindestmengen von den Förderorganen der Komponentensilos auch sicher dosiert werden können. Häufig reicht es, wenn die Mischungen in den letzten 3 bis 4 Tagen vermischt werden. In Abbildung 10 ist das Schema einer Multiphasenfütterung beispielhaft dargestellt.
5. Trockenfütterung
Trockenfütterungen eigenen sich besonders für Betriebe, die Fertigfutter oder eigene Getreidemischung verfüttern möchten. Der Einsatz flüssiger Futtermittel ist nicht möglich. Andere Futterkomponenten, wie z. B. CCM, können nur in begrenzter Menge (bis ca. 30%) Verwendung finden. Damit ist eine Senkung der Futterkosten durch eine nach dem Preis der Komponenten optimierte Rationsgestaltung nur eingeschränkt möglich. Von Vorteil ist neben einer geringen Hygieneproblematik auch die Möglichkeit eines technisch einfachen Aufbaus. Die benutzerfreundliche Bedienung und die Funktionssicherheit hängen unter anderem davon ab, wie viele Fütterungsphasen über eine Förderstrecke verfüttert werden sollen und wie dies in der Futterzentrale organisiert wird. In der Praxis finden sich hier im wesendlichen zwei Verfahren:
- Fertige Mischungen im Silo
- tägliches Anmischen von Futter
5.1 Fertige Mischungen im Silo
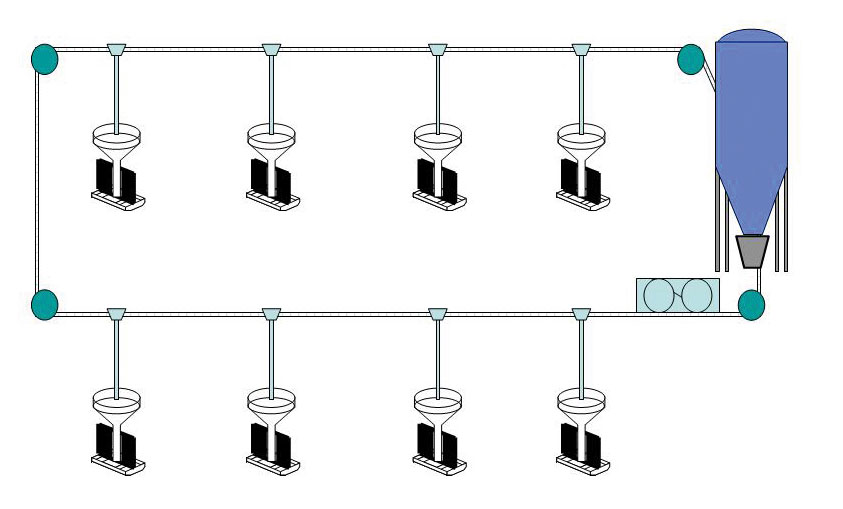
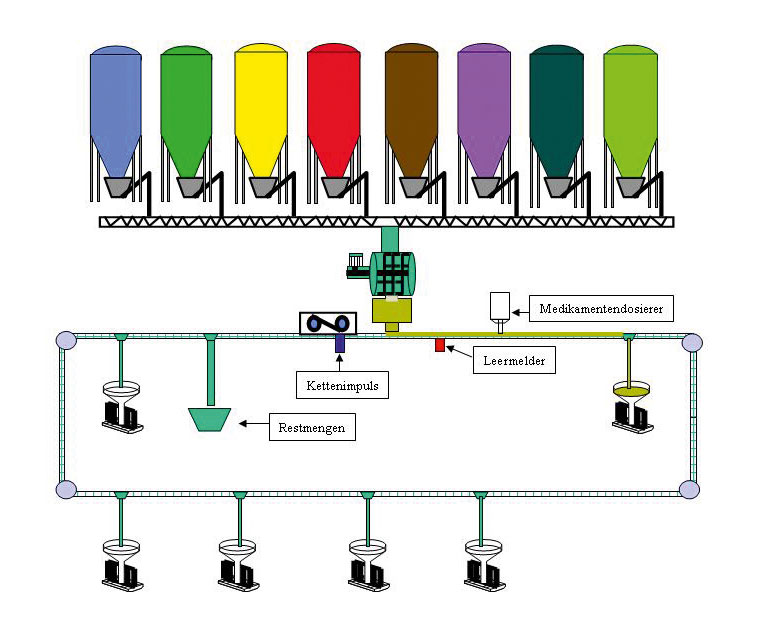
Das Lagern der fertigen Mischung in Vorratssilos, von denen aus das Futter direkt in die Tröge und Futterautomaten transportiert wird (siehe Abbildung 11) ist die technisch einfachste und preiswerteste Lösung. Sie bietet sich besonders dort an, wo aufgrund geringer Tierzahlen eine eigene Futterbereitung unrentabel ist oder das Stallpersonal sich nicht mit Computersteuerungen beschäftigen möchte.
Die Größe der Silos sollte auf den Verbrauch angepasst sein. Die Berechnung erfolgt entsprechend des maximalen täglichen Futterverbrauchs. Die Lagerung kann durchaus über mehrere Wochen erfolgen, was die Abnahme ganzer Blastankzüge ermöglicht und zur Kostenreduktion beiträgt. Die verschiedenen Fördertechniken werden in einem eigenen Punkt abgehandelt. Sollen mehrere Futtermischungen verfüttert werden, benötigt jede Futtermischung ein eignes Silos.
5.2 Tägliches Anmischen von Futter
Neben der Vorratslagerung die sich über einige Tage bis hin zu mehreren Wochen erstrecken kann, besteht auch die Möglichkeit des täglich frischen Anmischens. Das Prinzip entspricht dem einer Flüssigfütterung, jedoch nur mit Trockenfutterkomponenten. Das Befüllen des Wiegemischers erfolgt entweder durch Handschaltung oder automatisch durch einen Anmischcomputer. Über Förderorgane wird die fertige Futtermischung direkt ausdosiert oder, wie zuvor beschrieben, als fertige Mischung in ein Vorratssilo verbracht. Je nach dem betrieblichen Vorgehen, wird jede Futtermischung einmal oder mehrmals täglich frisch angemischt und ausgefüttert.
Eine Besonderheit stellt das portionsweise Anmischen kleiner Mengen mit dem sogenannten Chargenmischer dar. Hier wird für jeden Trog oder Automaten bis zu mehrmals täglich, gezielt einzeln angemischt und ausdosiert. Solche Anlagen laufen aufgrund des häufigen Anmischens vollautomatisch. Dabei verfügt jeder Trogablauf über ein Ventil, das per Luftdruck oder elektrisch vom Fütterungsrechner angesteuert wird (siehe Abbildung 12).
Um das Öffnen der Ventile und die Menge des Futters am Ventil möglichst genau zu koordinieren, wird über die Umdrehungen des Antriebsrades eine genaue Positionierung der Futtermischungen vorgenommen. Diese Art der Fütterungstechnik ist besonders dann zu empfehlen, wenn viele verschiedene Phasen über eine Futterkette verabreicht werden sollen. Durch das gezielte chargenweise Anmischen je Ventil ist eine Auswertung der einzelnen Tröge oder Automaten möglich. Aufgrund der häufigen Anmischvorgänge ist die Störanfälligkeit im Vergleich zu den zuvor beschriebenen Varianten höher.
Seit einigen Jahren ist auch eine Sensorfütterung bei Trockenfütterungen möglich. Dabei werden Füllstandssensoren in den Breiautomaten angebracht. Sie melden dem Fütterungscomputer, ob ein gewisser Leerstand des Automaten erreicht ist, so dass dieser wieder befüllt werden kann. Dadurch lassen sich Leerzeiten einzelner Automaten vermeiden, ferner kann der Chargenmischer optimaler ausgenutzt werden.
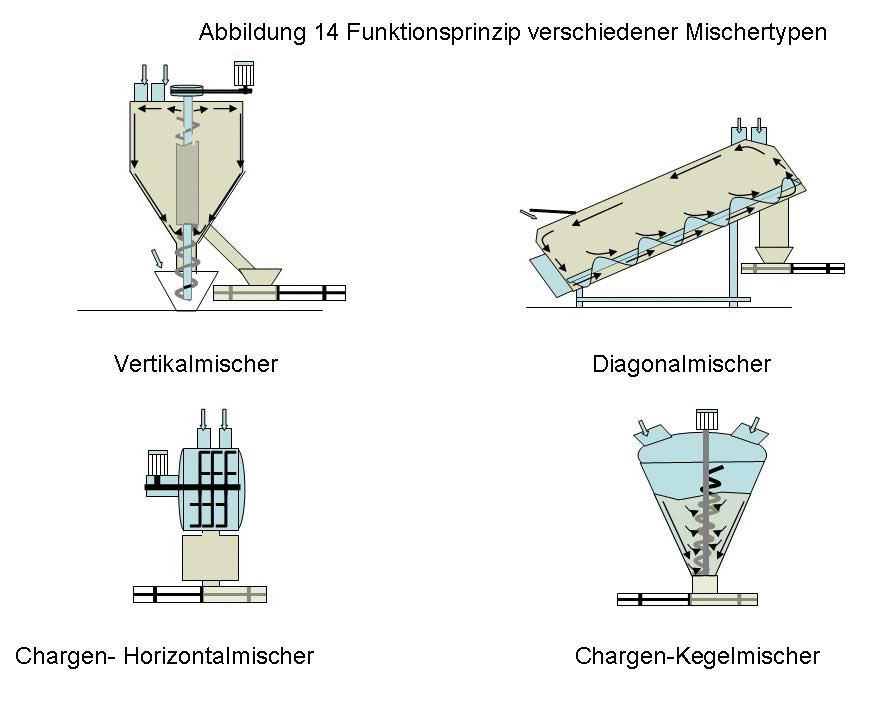
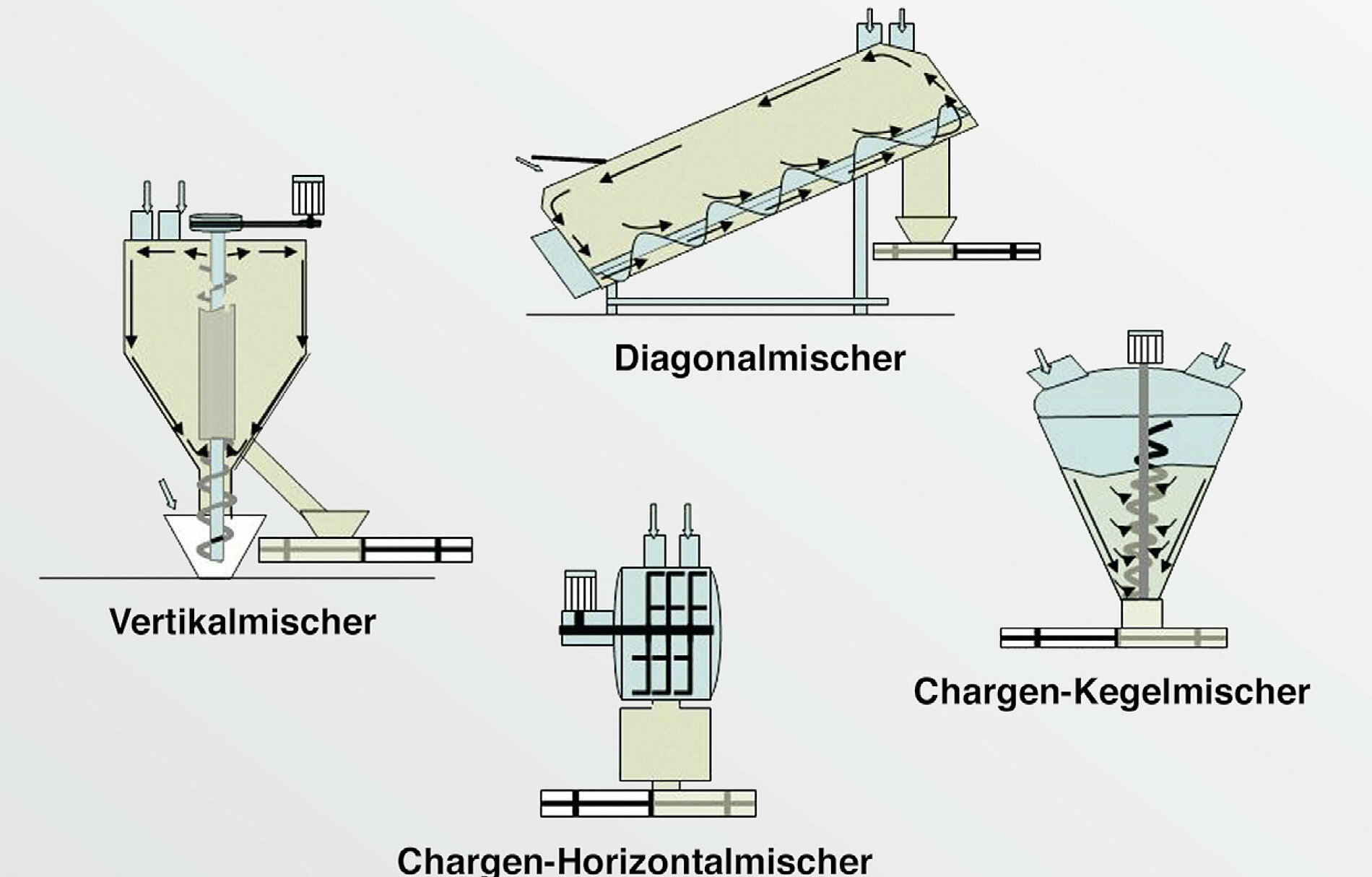
5.3 Wiegemischertypen
Am Markt sind eine Vielzahl unterschiedlicher Wiegemischer erhältlich, die bis in den 10 g Bereich verwiegen. Sie lassen sich am einfachsten in Ihre Mischrichtung einteilen. So gibt es Vertikal-, Horizontal- und Diagonalmischer (siehe Abbildung 13). Die Mischung erfolgt beim Vertikalmischer über eine senkrechte Schnecke, die das Mischgut von unten nach oben fördert, wodurch es zu einer Vermischung kommt. Vertikalmischer sind besonders gut für die herkömmlichen Hofmischungen aus Getreide und anderen rieselfähigen Komponenten geeignet. Bei dem Diagonalmischer wird das Mischgut über die diagonal angeordnete Schnecke bei niedriger Drehzahl aufgewühlt und zum Ausgangspunkt zurückgewälzt. Dadurch entsteht ein Mischeffekt, bei dem man auch feuchtere Komponenten wie z. B. CCM beimischen kann. Verbreitet ist auch der sogenannte Kegelmischer, der dem Mischprinzip des Diagonalmischers gleicht. Allerdings kann er sich während des Rührens um 360° drehen. Bei den Horizontalmischern gibt es verschiedenste Methoden, das Mischgut zu vermengen, z. B. mit Rührflügeln. Sie eigenen sich ebenfalls gut für feuchtere und fettige Komponenten. Wie auch bei den Anmischbehältern der Flüssigfütterung muss auch die Verwiegung der Chargenmischer regelmäßig überprüft werden.
Der Leistungsbedarf für das Aufrühren der Futtermengen ist in erster Linie von der Wiegemischergröße abhängig. Sie gibt es in verschiedenen Ausführungen, angefangen vom Chargenmischer bis hin zum Mehrtonnenmischer. Während Chargenmischer für die Rührwerksmotoren einen Leistungsbedarf von ca. 1 KW benötigen, reicht der Leistungsbedarf bei größeren Mischern von ca. 2 KW für 500 kg bis zu 5,5 KW für 3 t. Zur Erhöhung der Fütterungsgeschwindigkeit werden bei Chargenmischern ein oder mehrere Pufferbehälter unter dem Mischer angeordnet. Ist eine Charge fertig, wird sie in den Pufferbehälter gegeben, so dass der Chargenmischer währenddessen schon eine neue Charge anmischen kann. Die Pufferbehälter werden von einigen Herstellern auf Wunsch ebenfalls verwogen, so kann der Chargenmischer optimaler ausgenutzt werden und für mehrere Ventile gleichzeitig anmischen. Das genaue Ausdosieren übernimmt dann der Pufferbehälter, dieser wird zum Teil noch mit Dosierschnecken ausgestattet, was nochmals die Genauigkeit der Dosierung verbessert.
Das Ausdosieren zu den Tieren erfolgt über Förderketten oder Seile, über die im Weiteren noch berichtet wird. Die genaue Dosierung erfolgt über den bekannten Leitungsinhalt je Meter und der Laufgeschwindigkeit. Dadurch lässt sich das Ventil zeitgenau durch den Fütterungscomputer öffnen und schließen. Zur Reserve werden noch Leerzeiten zwischen zwei Portionen eingeplant. Wird das Futter nicht ausdosiert weil z. B. der Automat noch voll ist, wird das Futter bis zu einem eingebauten Endventil geschoben, um Störungen des Ablaufs zu vermeiden.
Seit einigen Jahren werden auch Mischsysteme angeboten, die ganz auf einen Mischer verzichten. Anstelle des Mischers werden bis zu drei Komponenten über eine Zeitdosierung auf eine Förderkette oder ein Förderseil gegeben. Damit lässt sich z. B. eine Phasenfütterung realisieren. Die Genauigkeit einer Zeitdosierung ist jedoch sehr von der Struktur und den Fließeigenschaften der Futtermittel abhängig.
5.4 Transport von Trockenfutter
Der Transport von Futtermischungen zu den Automaten bzw. Trögen erfolgt zum Einen über Förderseile oder Förderketten und zum Anderen durch Spiralen oder Druckluft.
Förderseile und Förderketten – Bei diesen Verfahren handelt es sich um Ketten oder Drahtseile, die zum Teil auch Kunststoff ummantelt sind. Es werden auch Kunststoffseile angeboten, die über eine höhere Reißfestigkeit verfügen. An den Seilen befinden sich Mitnehmerscheiben aus Kunststoff, die der Futtermitnahme dienen und gleichzeitig den Antrieb der Seile unterstützen. Erhältlich sind Seil- und Kettenförderer in verschiedenen Größen (siehe Abbildung 14).
Es haben sich Durchmesser von 50 – 60 mm durchgesetzt. Sie werden grundsätzlich als Endlos-Kreisläufe ausgeführt. Dabei kann die Länge des gesamten Rundlaufs bis zu 300 m betragen. Richtungsänderungen erfolgen über Bögen mit Umlenkrollen. Damit sind sie sehr flexibel einsetzbar. Mit steigender Anzahl an Umlenkungen nimmt jedoch die Beanspruchung zu und die maximal mögliche Länge ab. Aus diesem Grunde sollte versucht werden, möglichst wenige Umlenkungen in den Förderkreislauf einzubauen. Der Antrieb erfolgt über Antriebsstationen mit einem Getriebemotor. Je nach Länge und Größe des Seils werden in der Praxis Motoren mit 0,75 – 1,5 kW verwendet. Durch die Beanspruchung der Förderseile und Ketten entsteht eine Weitung, die zum Übersetzen beim Antrieb führt. Daher muss trotz vorhandener Spannvorrichtung diese nachjustiert oder eine Kürzung von Seil oder Kette vorgenommen werden.

Die Förderleistungen liegen bei 0,5 – 2,5 t/h. Das Ausdosieren der Futtermischung auf das Förderseil erfolgt über eine Futterannahme, die mit einem Absperrschieber ausgerüstet ist. Ein Absperren durch Schieber ist notwendig, wenn ein zweites Silo mit z. B. einer anderen Mischung über denselben Futterkreislauf ausdosiert werden soll. Für solche Fälle bieten die Firmen eine Seilzugtechnik für Schieber an, über welche diese je nach Bedarf geöffnet oder geschlossen werden. Soll z. B. die Endmastmischung verfüttert werden, erfolgt über das Ziehen des Seilzuges ein Verschließen der Ausläufe, die bislang offen waren. Ein Wechsel der Futtermischung erfolgt am Ablauf über ein Versetzen der Schieberstellung. Bei den meisten Anbietern wird dies über ein Festklemmen der Schieber an dem Drahtseil mittels einer Flügelmutter erreicht. Damit können bis zu vier verschiedene Mischungen über eine Futterkette laufen. Die weitaus häufigere Form der Phasenfütterung bei Trockenfütterungen erfolgt bislang über das Verlegen eines zweiten Futterkreislaufes. Dabei wird über den ersten Kreislauf die erste Mischung und über den zweiten Kreislauf die zweite Mischung verabreicht. Bei einer Futterumstellung wird das Futterrohr am Auslauf umgehängt. Auch eine Medikamentierung einzelner Gruppen ist damit risikoärmer möglich.
Neben den über Seilzüge betätigten Phasenschiebern werden speziell beim Einsatz von Portionsmischern auch elektrische oder pneumatische Ventile verwendet. Diese können über den Fütterungscomputer individuell geöffnet oder geschlossen werden. Die Schieber werden als waagerechte Schieber oder als Drehschieber, die sich so zusagen als Halbschale um das Rohr drehen, angeboten. Der Fütterungsbeginn kann von Hand oder über eine Zeitschaltuhr erfolgen. Über einen Lichtschranke hinter dem letzten Automaten wird die Fütterung beendet, sobald dort Futter registriert wird.
Spiralförderer – Spiralen werden vorwiegend auf geraden Strecken eingesetzt. Mit ihnen lassen sich aber auch über entsprechend weite Bogenführungen Richtungsänderungen vornehmen. Häufige Richtungsänderungen sind jedoch nicht zu empfehlen. Besonders geeignet sind sie, wenn feuchtkrümeliges Futter transportiert werden soll. Ferner werden sie als Förderorgan bei Komponentesilos eingesetzt, z. B. zur Dosierung von Mineralstoffen oder bei Chargenmischern. Spiralen laufen in Kunststoff- oder verzinkten Eisenrohren mit Durchmessern von 38 – 76 mm (siehe Abbildung 15).
Der Antrieb erfolgt über Getriebemotoren. Meist sind die Antriebsmotoren am Ende der Spirale als gezogener Antrieb angebracht. Mit diesem Fördersystem lassen sich Entfernungen von 80 – 90 m überbrücken. Sollen weitere Entfernungen mit einer Spirale zurückgelegt werden, sind zusätzliche Antriebsmotoren erforderlich. In der Praxis haben sich diese Lösungen jedoch als zu teuer im Vergleich zu Förderseilen erwiesen. Die Förderleistungen entsprechen in etwa denen der Förderkreisläufen bei Antriebsleistungen von 0,75 – 1,5 kW. Der Fütterungsbeginn kann von Hand oder über eine Zeitschaltuhr erfolgen. Über einen Abschaltkontakt am letzen Automaten, der bei vollem Automaten durch das Futter bewegt wird, schaltet sich der Motor aus. Eine Phasenfütterung erfolgt in der Regel über getrennte Spiralen.

Druckluft – Bei dieser Lösung wird das Futter zunächst trocken mit einem kleinen Chargenmischer angemischt. Mit der Spotmix II kann aufgrund des verwogenen Pufferbehälters gleichzeitig für mehrere Ventile angemischt werden. Dies führt zu einer Erhöhung der Leistung von bis zu 50%. Es können auch leicht feuchte Komponenten (z. B. CCM) verarbeitet werden. Nach dem Anmischen fällt die Futtermenge über eine Zellenradschleuse in ein Futterrohr und wird dann mit Hilfe der Luft eines Kompressors, der ca. 1 bar Leistung bringt, zu einem Rotationsverteiler gefördert (siehe Abbildung 16).
Dieser Verteiler gibt den Weg des Futters zu einem Ventilkopf frei, der dann zu einem einzelnen Trog oder Automaten führt. Gleichzeitig kann an den Rotationsverteilern Wasser oder eine andere Flüssigkeit dem Futter zugemischt und dann zusammen mit dem Futter und dem Luftdruck des Kompressors zu den Trögen transportiert werden.
Der Vorteil dieses Systems liegt darin, dass die Förderwege mechanisch nicht belastet sind. Das Futter kann mit einer Anlage von flüssig, über angefeuchtet, bis trocken verabreicht werden. Dadurch, dass einzelne Ventilmengen bei sonst leerer Leitung befördert werden, ist eine Phasenfütterung problemlos möglich. Die Förderwege sind auf ca. 300 m begrenzt. Die Investitionskosten sind gegenüber einfachen Flüssigfütterungen um ca. 20 % höher.
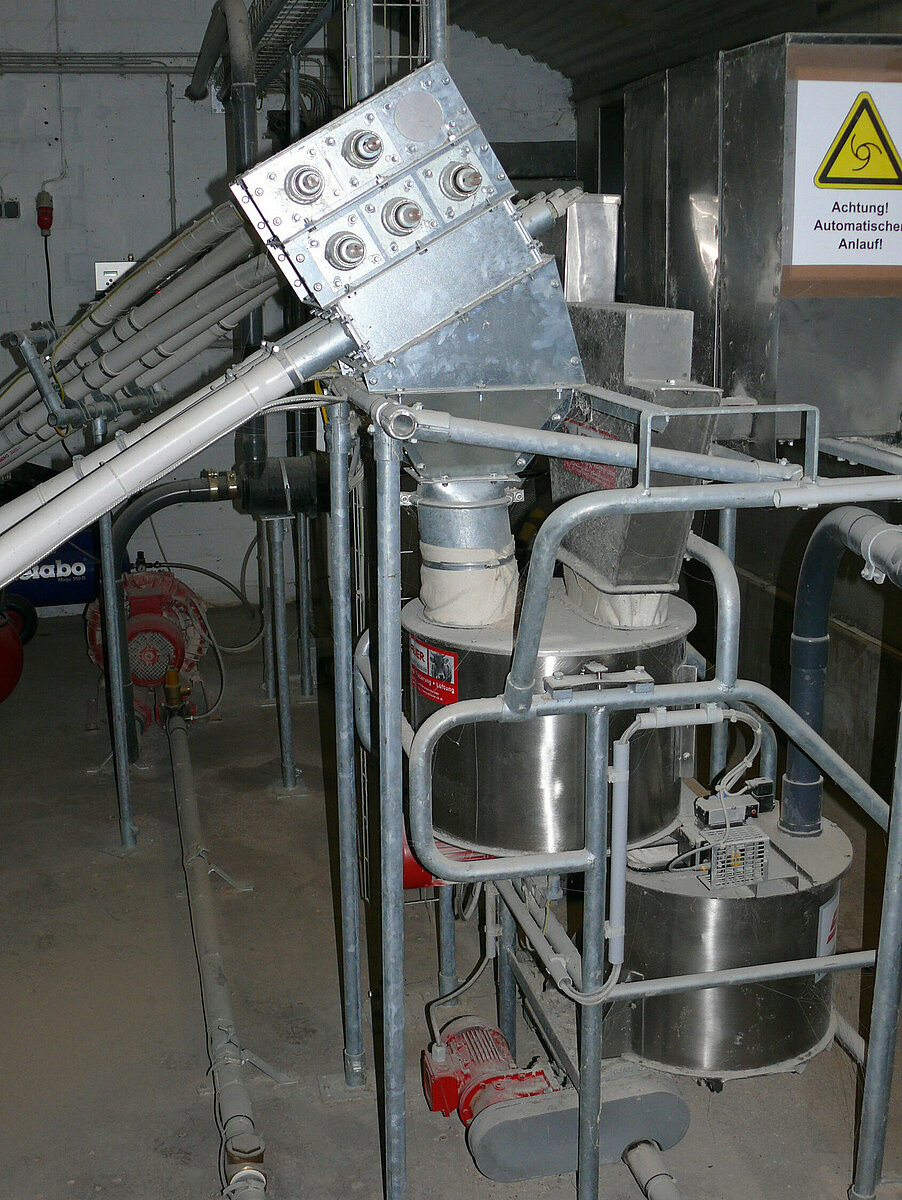
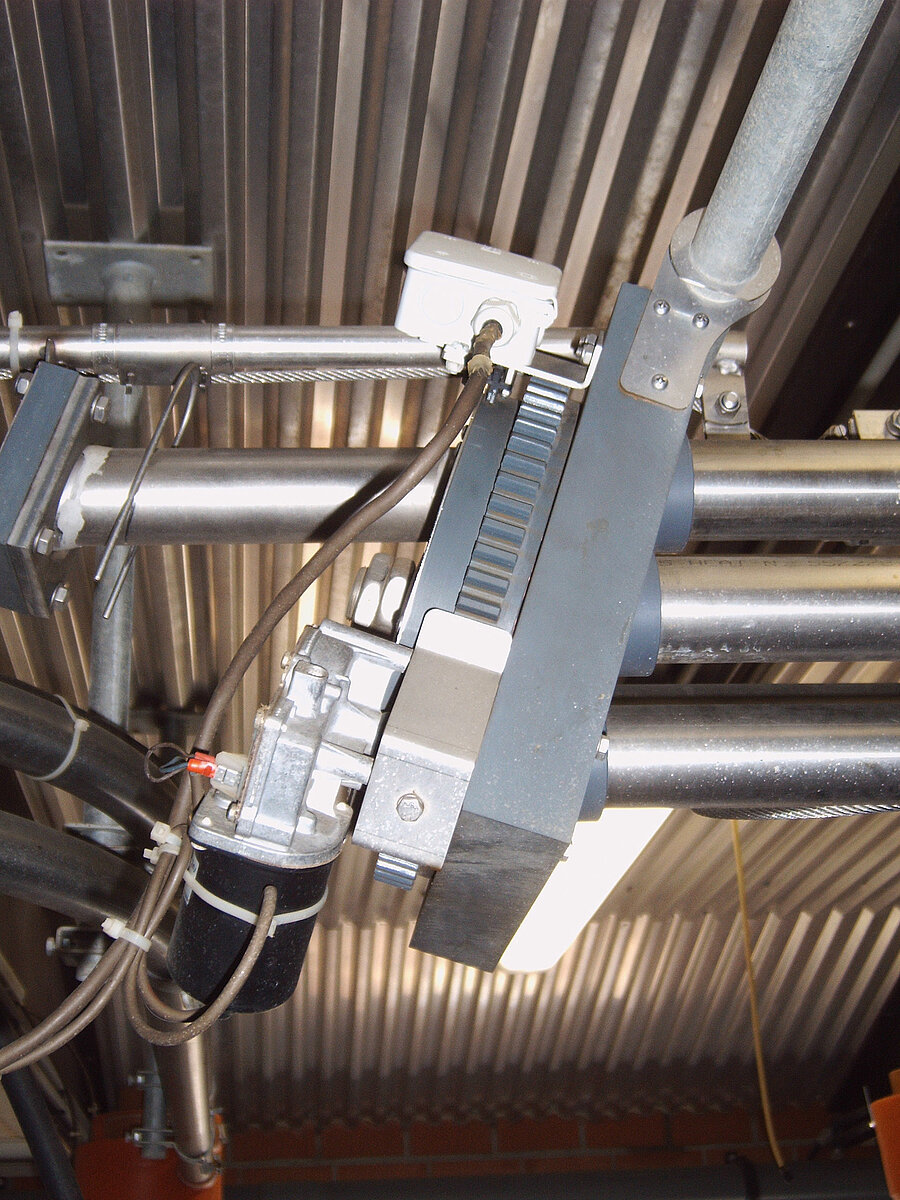
Abbildung 16: Darstellung einer Druckluftanlage und eines Rotationsverteilers
6. Energieverbräuche
Auch in der Landwirtschaft ist die Einsparung von Energiekosten ein ständiges Thema. Aus einer früheren Untersuchung der Universität Bonn wurden auf verschiedenen Betrieben in Deutschland die Stromverbräuche einiger Fütterungstechniken erfasst. Die Verbräuche sind in Tabelle 1 angeführt.
Tabelle 1: Energieverbräuche verschiedener Fütterungsverfahren
(Quelle: G. Schmitt-Pauksztat u. W. Büscher, Bonn)
| Förderorgan | Wh/kg |
Cent*/Sau und Jahr bei 12,5 dt Futter |
Cent*/Ferkelplatz bei 12,5 dt Futter |
Cent*/Mastplatz bei 12,5 dt Futter |
| Seilförderer | 1,08 | 20,6 | 3,8 | 12,05 |
| Flüssigfütterung | 2,97 | 56,73 | 10,44 | 33,13 |
| Druckluft | 18,81 | 359,27 | 66,11 | 209,81 |
| Spiralförderer | 0,25 | 4,78 | 0,88 | 2,79 |
* Es wurde ein Strompreis von 15,28 Cent / kWh unterstellt
Grundsätzlich sind diese Verbräuche als Anhaltsgrößen zu verstehen. Der Einsatz stromsparender Techniken wie z.B. Frequenzumrichter zur Steuerung der Förderorgane und Pumpen und nicht zuletzt die Leitungsquerschnitte und Leitungsführung weisen entsprechend andere Verbrauchswerte auf.
Zwar haben die Flüssigfütterung und die Verteilung mit Druckluft einen höheren Energiebedarf, jedoch bieten sie andere Vorteile, die zu großen Einspareffekten beim Futter führen. So lässt sich durch die Multiphasenfütterung und durch den Einsatz von preiswerteren Feucht- oder Flüssigkomponenten unter Umständen bis zu mehreren Euro am Mastschwein einsparen. Bei vorhandenen Anlagen können Stromzähler den aktuellen Verbrauch erfassen. Sollte dieser fehlen, kann mit sogenannten Stromzagen, die um eine Phase gelegt werden, die aktuelle Stromabnahme über Datenlogger erfasst werden und mit einer etwas geringeren Genauigkeit umgerechnet werden. Dies kann helfen, Energiefresser oder Leistungsspitzen aufzuspüren bzw. abzustellen.
DLG-geprüfte Technik zum Thema:
Weitere Infos zu DLG-Prüfberichten
Bildnachweise:
Reinhard Schulte-Sutrum,
Landwirtschaftszentrum Haus Düsse