Extrusion – Traditionelles Strukturierungs- und Texturierungsverfahren für die Lebensmittelproduktion der Zukunft
DLG-Expertenwissen 02/2022

Autoren:
Dr. Christoph Verheyen, Johanna Jorkowski, Dr. Anna Martin
Fraunhofer-Institut für Verfahrenstechnik und Verpackung IVV
christoph.verheyen@ivv.fraunhofer.de
Inhalt
- 1. Extrusion – Texturierung von Lebensmitteln mit Tradition
- 2. Extruderdesign – Schnecken und Düsen als wichtigste bauliche Komponenten im Extruder
- 3. Extrusion – Temperatur und Wassergehalt definieren das Verfahren
- 4. Fleischersatzprodukte – Proteinquelle und -funktionalität definieren die Textur
- 5. Post-Processing – Veredelungsprozess der Extrudate
- 6. Ausblick – Die Extrusion ein wichtiger Baustein in der nichttierischen Lebensmittelversorgung
- Literatur:
- kontakt

1. Extrusion – Texturierung von Lebensmitteln mit Tradition
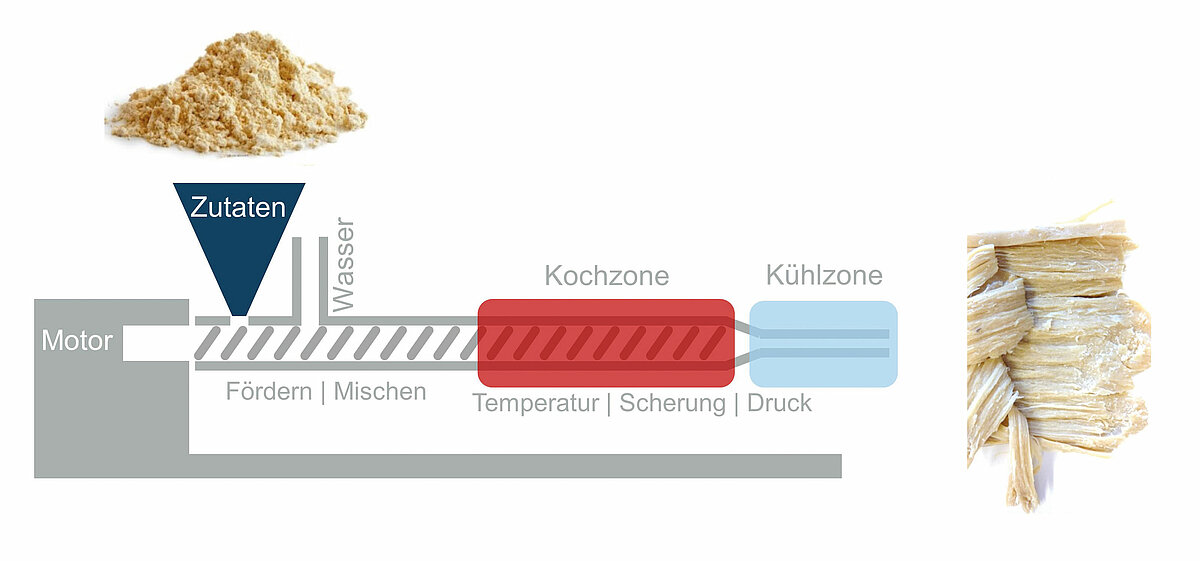
Die Extrusion ist eine vielseitige und effiziente Lebensmittelverarbeitungstechnik, die für die Zubereitung von hauptsächlich stärke- und proteinbasierten Futter- und Lebensmittelprodukten verwendet wird. Die Extrusion ist ein Prozess, bei dem ein Material oder ein Materialgemisch durch eine Öffnung bzw. Düse mit einer definierten Form gepresst wird. Die dafür benötigte Schubkraft wird mechanisch über den Druck eines beweglichen Kolbens oder durch die Rotation einer oder mehrerer Förderschnecken erzeugt. Die mittels Extrusion erzeugten Produkte werden im Allgemeinen als „Extrudate“ bezeichnet.
Der Ursprung des Verfahrens liegt in der Umformung bzw. Formgebung von Werkstoffen und wurde erstmals 1797 in England zur Herstellung nahtloser Bleirohre eingesetzt. In den 1930er Jahren fand die erste beheizte Schneckenpresse Einsatz in der Kunststoffindustrie. Dieses Prinzip der Schneckenextrusion löste parallel dazu auch im Lebensmittelsektor die Kolbenextrusion ab, die zuvor für erste Batch-Applikationen in der Fleisch- und Wurstverarbeitung eingesetzt wurde. Die Einzelschneckenextrusion wurde zunächst zur Teigwarenherstellung angewendet und revolutionierte damit die Lebensmittelindustrie, da durch den gesteigerten Durchsatz und die hohe Funktionalität eines Schneckenextruders eine kontinuierliche und störungsfreie Pasta-Produktion möglich wurde [1]. Später in den 1960er Jahren wurden Doppelschneckenextruder eingeführt, die nicht zuletzt aufgrund ihrer hohen Flexibilität hinsichtlich des Schneckendesigns, eine beeindruckende Produktdiversifikation ermöglichten.
In den 1980er Jahren spiegelte sich dies in einer großen Auswahl an neuen Snack- und Cerealienprodukten wider. Weitere innovative Produktkategorien ließen anschließend jedoch auf sich warten und das, obwohl bereits in den 1960er Jahren entfettete Sojamehle durch thermoplastische Kochextrusion zu trockentexturierten Sojaproteinen (TVP =Textured vegetable protein) verarbeitet wurden und somit als erste Fleischalternativen in Deutschland erhältlich waren [2]. Begründet durch ökologische und ethische Motive, den Konsum tierischer Produkte zu reduzieren, dabei aber nicht auf gewohnten Geschmack und Haptik verzichten zu müssen, hat sich ein mehr als 200 Jahre alter Prozess zu einem der vielversprechendsten Texturierungsverfahren nichttierischer Rohstoffe entwickelt.
2. Extruderdesign – Schnecken und Düsen als wichtigste bauliche Komponenten im Extruder
Im Allgemeinen kann zwischen drei Extruderklassen differenziert werden, die in der Lebensmittelindustrie verwendet werden: Kolben-, Walzen und Schneckenextruder. Schneckenextruder sind die am häufigsten verwendeten Extruder und können in Ein- und Doppelschneckenextruder kategorisiert werden. Bei den Schneckenextrudern ist ein effektives Schneckendesign von größter Bedeutung für Ausrichtung und Optimierung des Extrusionsprozesses. Die Schnecke bzw. Welle erfüllt beim Extrusionsprozess eine Vielzahl an Aufgaben, die sehr stark an das Design gekoppelt sind.
Die Hauptmerkmale einer Extruderschnecke sind die Länge, das Verhältnis von Länge zu Durchmesser (L/D-Verhältnis), die jeweiligen Längen der Einzugs-, Kompressions- und Ausstoßzone, die Gangbreite, die Gangsteigung sowie die Gangtiefen in jedem Abschnitt. Vor allem das L/D-Verhältnis ist ein wichtiges Attribut, bei welchem die Schneckenlänge (L) als ein Vielfaches des Schneckendurchmessers (D) angegeben wird. Eine ebenso wichtige Rolle spielt das Kompressionsverhältnis. Dieses Verhältnis berechnet sich aus den Gangtiefen der Einzugs- und Ausgangszone, wobei ein Verhältnis von 1:1 keiner Kompression und ein Verhältnis von beispielsweise 1:5 einer starken Kompression entspricht [3]. Die Längenbezeichnung von Schneckenextrudern wird z. B. als 30D angegeben und bedeutet, dass das 30-fache des Schneckendurchmessers die Länge ergibt. Sämtliche Operationen, die von Verweilzeit bzw. Geschwindigkeit beeinflusst werden können (wie etwa das Schmelzen und Mischen von Polymeren), lassen sich über die Schneckenlänge gezielt steuern.
Im ersten Verfahrensabschnitt des Extrusionsprozesses werden die Rohstoffe mittels gravimetrischer/volumetrischer Dosiergeräte (Trockenkomponenten) bzw. mittels Pumpen (Flüssigkomponenten) dosiert und über die Schnecke eingezogen. Durch die Rotation der Extruderschnecken wird das Material mechanisch beansprucht und gemischt. Dies kann zu hohen lokale Scherraten und dadurch auch zur Entstehung von Reibungswärme führen. Demnach wird das Material mechanisch sowie thermisch stark beansprucht, wodurch eine sogenannte „Schmelze“ entsteht. Weiterhin entsteht ein hoher Druck, der sich aufgrund von starken Schneckensteigungen oder einer signifikanten Fließkanalverjüngung zwischen Gehäuse- und Düsenbereich aufbauen kann.
Die Geometrie der Schnecken, welche sich häufig über die Prozesslänge verändert, wirkt sich unmittelbar auf den Durchsatz, die Mischeffizienz, die Schmelzgeschwindigkeit und die lokale Verteilung der Materialtemperatur aus [4]. Bei der Auslegung der Schnecke bzw. einzelner Schneckenelemente sind die Steigung und die Gangtiefe von essentieller Bedeutung, da diese Parameter, in Kombination mit dem Füllgrad, den zum Durchströmen des Schneckenbereichs notwendigen Druck über die gesamte Prozesslänge definieren, sowie die Struktur des Extrudats beeinflussen [5]. Wenn alle anderen Prozessparameter konstant sind, ist die Verweilzeit in der Schnecke direkt proportional zu ihrer Länge und umgekehrt proportional zur Rotationsgeschwindigkeit.
Abhängig vom jeweiligen Extrudertyp, rotieren eine oder zwei Schnecken im Extrudergehäuse. Die Auslegung von prozess- und produktoptimierten Schnecken ist ein wichtiger Baustein im Maschinendesign und definiert nicht zuletzt Prozesseffizienz und Qualität der Extrudate. Üblicherweise werden Gehäuse mit glatten Innenwänden eingesetzt, da bei einer Beschichtung die Gefahr des Anhaftens oder des Mittdrehens an der Schnecke gegeben wäre. Typische Designelemente im Gehäuse sind längs- (Achsialnut) oder spiralförmig verlaufende Rillen, die einen höheren Durchsatz, eine bessere Durmischung bzw. einen verbesserten Schereffekt ermöglichen [4]. Gleichzeitig kann auch ein Rücktransport entstehen, der einer optimalen Produktförderung entgegenwirkt und gleichzeitig eine Übersteigung des tolerierbaren Maximaldrucks am Düsenaustritt hervorrufen kann. Über einen Doppelmantel kann eine aktive Zonen-Temperierung des Schneckenbereichs über Kühl- oder Heizelemente ermöglicht werden. Je nach Bauweise können über unterschiedlich viele Temperaturzonen entlang des Gehäuses in Kombination mit eingebrachten Druck- und Temperatursensoren chemisch-physikalische Modifizierungsprozesse des Materialstroms gesteuert werden.
Am Ende des Schneckenbereichs erfolgt im sogenannten Düsenbereich die finale Formgebung des Produktes. Die Geometrie und das Design der Düse sind ausschlaggebende Variablen für das optische Erscheinungsbild (Größe, Form) sowie entscheidende sensorische Eigenschaften (Textur) der Produkte. Weiterhin definiert der Düsenbereich den Füllstand, den Druck- sowie die Temperaturentwicklung im Prozessraum des Extruders. Das Produkt verlässt die Düse als Endlosstrang, welcher beispielsweise durch eine Granuliereinheit in Form rotierender Messer in beliebig lange Stücke geschnitten werden kann. Abhängig von Temperatur, Druck und Form der Stränge am Düsenaustritt können mittels Extruder feste Pellets, faserige Flakes oder stark gepuffte Produkte hergestellt werden. Den klassischen, oft stärkebasierten Extrusionprodukten, wie z. B. Flachbrote oder Snacks, die aufgrund des starken Druckabfalls am Düsenaustritt große Mengen Wasserdampf verlieren und stark expandieren, stehen die neuartigen faserigen fleischähnlichen Produkte gegenüber. Letztere werden unter entsprechend angepassten Prozessbedingungen und mittels spezieller Kühldüsen hergestellt, welche die Extrudate vor dem Düsenaustritt auf ca. 40 – 50 °C kühlen, so dass weder verdampfendes Wasser noch starke Expansionseffekte zu porösen Produkten führen können [6, 7]

Einschneckenextruder
Die bereits angesprochenen klassischen Extrusionsprodukte, wie beispielsweise Frühstückscerealien, Snacks oder Teigwaren werden vorwiegend mittels Einschneckenextruder hergestellt. Diese sind die konstruktionstechnisch einfachsten und mit niedrigen Investitionskosten verknüpfte Extrusionssysteme, bei welchen das Rohstoffgemisch über eine einzelne Schnecke durch den Extrusionzylinder Richtung Düse befördert wird. Eine standardmäßige einstufige Extruderschnecke wird der Länge nach in Einzugszone L1 (Zuführung), Kompressionszone L2 (Verdichtung) und Meteringzone L3 eingeteilt [8]. In der Einzugszone werden der Extruderschnecke rieselfähige Trockenstoffe zugeführt und in Richtung Zone L2 transportiert. Die Einzugszone wird meist aktiv gekühlt und besitzt tiefere Schneckengänge, so dass es nicht zu einer Agglomeratbildung kommt. In der nachfolgenden Kompressionszone L2 wird die Verdichtung der Masse weiter forciert. Gleichzeitig wird durch Anstieg von Druck und Temperatur sowie zunehmender Scherung der Energieeintrag in die Produktmatrix erhöht. Weiterhin kann über direkte Injektion von Wasser bzw. Wasserdampf die Produktfeuchte erhöht werden, so dass Rohstoffpartikel agglomerieren und Biopolymere wie Stärke oder Proteine verkleistern bzw. beginnen sich aufzufalten. In der Ausstoß- bzw. Kochzone, wo Druck-, Temperatur sowie der Misch- und Schereffekt am höchsten sind, wird die homogene, verdichtete Masse zur Düse gefördert [5]. Aufgrund hoher lokaler Spannungen und Temperaturen erfolgt hier die finale Texturierung, unter anderem aufgrund von Stärkeverkleisterung und Denaturierung der Proteine. Die entstehenden Produkte können komplett gekochte Getreidesnackprodukte mit geringer Dichte oder auch partiell gekochte, geformte Teigwaren mit hoher Dichte sein.

Doppelschneckenextruder
Doppelschneckenextruder ermöglichen aufgrund der zwei achsparallel verlaufenden Schnecken eine größere Flexibilität bei der Verarbeitung flüssiger, klebriger sowie öliger Rohstoffe, die im Einschneckenextruder keine Reibungs- und Scherkräfte erfahren würden. Gleiches gilt für Rohstoffmischungen, die eine inhomogene Partikelgrößenverteilung aufweisen. Im Bereich des Extrusionskochens ist es daher übliche Praxis, mit preisintensiveren Doppelschneckenextrudern zu arbeiten. Beide Schnecken, die in einem Zylinder mit achtförmiger Bohrung verlaufen und dabei je nach Abstand ineinandergreifen (kämmende Schnecken), können gleich- oder gegenläufig arbeiten und so für unterschiedliche Pumpwirkungen bzw. Düsendrücke sorgen. Die rotierenden Schnecken können modular aufgebaut sein mit Förder-, Knet- oder Rücklaufelementen, je nach angestrebter Mischeffizienz und Produktart [9]. Bei gleichläufigen Doppelschneckenextrudern sind Richtung und Geschwindigkeit beider Schnecken identisch. Außerdem müssen die Schnecken die gleiche Geometrie aufweisen. Vorteile gleichläufiger Doppelschneckenextruder sind der gleichmäßige Produkttransport, die Unabhängigkeit der Verweilzeit von der Schneckenrotationsgeschwindigkeit, eine enge Verweilzeitverteilung, eine effektive Wärmeübertragung sowie der hohe Selbstreinigungseffekt der Prozesskammer [4]. Gegenläufige Schnecken zeichnen sich durch sehr gute Fördereigenschaften aus, sind aber meist aus einem Stück gefertigt, so dass eine modulare Anpassung an verschiedene Verfahrensziele nicht möglich ist. Sie werden daher häufig bei Monoproduktlinien und für Produkte wie beispielweise Kaugummi verwendet, die aufgrund ihrer Materialeigenschaften lange Verweilzeiten und geringe Durchsätze hervorrufen.
3. Extrusion – Temperatur und Wassergehalt definieren das Verfahren
Die Extrusion ermöglicht ein breites Applikationsspektrum in der Lebens- und Futtermittelbranche. Dieses ist sowohl auf die beschriebenen Unterschiede in den Bauformen als auch auf die multivariaten unabhängigen Prozessvariablen zurückzuführen. Dabei spielen beispielsweise Schneckendrehzahl, Vorschubrate, Düsengemeotrie, Fördermenge, Verweilzeit, Energieeintrag (mechanisch und thermisch) sowie die Druckentwicklung eine Rolle [10]. Eine gezielte Steuerung der Prozessparameter in Kombination mit der Rohstoffauswahl schafft eine Vielzahl an Verfahrensbedingungen, die ein nahezu grenzenloses Spektrum an Extrusionsprodukten ermöglicht. Eine Klassifizierung dieser Verfahren erfolgt abhängig von der Temperatur in Kalt- und Kochextrusion. Eine weitere Differenzierung der Kochextrusion erfolgt entsprechend des Wassergehalts in Nass- und Trockenextrusion.
Kaltextrusion
Das Kaltextrusionverfahren findet typischerweise bei Temperaturen zwischen 40 – 75 °C statt, um hitzeinduzierte Vorgänge wie beispielsweise Stärkeverkleisterung, Proteindenaturierung oder Bräunungsreaktionen zu minimieren [11]. Es erfolgt daher meist keine Beheizung des Prozessraumes, sondern eine aktive Kühlung, um entstehende Reibungswärme auszugleichen. Die Drücke im Prozessraum liegen zwischen 6 – 10 bar. Die Kaltextrusion wird hauptsächlich in der Teig- und Süßwarentechnologie angewandt und erfordert einen hohen Wassergehalt bei niedriger Schneckendrehzahl. Typische Produkte sind Süßigkeiten sowie Teige und Teigwaren.
Kochextrusion
Die Koch- bzw. Heißextrusion findet bei Temperaturen zwischen 130 – 180 °C und, im Industriemaßstab, in einem Druckbereich von 120 – 250 bar statt. Die Kochextrusion kann als kontinuierlicher Hochtemperatur-Kurzzeitprozess beschrieben werden, bei welchem zähflüssige, aushärtbare Materialien durch einen Formstempel gepresst werden [12]. Neben klassischen Applikationen wie der Herstellung gepuffter cerealer Snack- und Frühstücksprodukte auf Stärkebasis, können mittels Kochextrusion pflanzliche Speicherproteine gezielt modifiziert werden, so dass Produktstrukturen ähnlich tierischer Muskelfasern entstehen [13]. Unter Einwirkung von mechanischer und thermischer Energie werden die meist pulverförmigen Rohstoffe mit Wasser plastifiziert, gekocht und durch eine Düse in die gewünschte Produktform gebracht. Der Wassergehalt ist dabei die entscheidende Kenngröße, da dieser die Viskosität der Produktschmelze, den Wärmeübergang zwischen Gehäuse und Produkt, sowie entscheidende physikochemische Vorgänge wie Verkleisterungs- oder Schmelztemperatur definiert beeinflusst [14]. Auf Basis des Wassergehalts erfolgt daher auch die Differenzierung einzelner Kochextrusionsverfahren in Trockenextrusion (< 40 % Produktfeuchte) und Nassextrusion (> 40 % Produktfeuchte).
Trockenextrusion
Die Trockenextrusion, bei welcher der Feuchtigkeitsgehalt der Masse unter 40 % liegt, kann je nach Einstellung der Extrusionsparameter, der Prozessführung, sowie der Rezepturgestaltung, zur Herstellung expandierter bis feinfaseriger Extrudate genutzt werden. Typische Beispiele sind pelletiertes Tierfutter, Cerealien, Teigwaren, Snackprodukte, Süßwaren oder Fleischanaloga wie z. B. Hackfleischersatz [15]. Durch die hohe mechanische Scherung der hochviskosen Massen beginnen die Biopolymere bereits im Prozessraum zu kochen und expandieren [16]. Voraussetzung für die Texturierung, ist die Überschreitung der Schmelz- und Glasüberganstemperatur, die der Erzeugung einer fließfähigen Schmelze dient und den Austritt aus der Düse ermöglicht [17]. Die Expansion des Produktes wird über eine kurze Düse am Ende des Prozessraums begünstigt, da diese den Strömungsquerschnitt verengt und einen hohen Materialdruck vor dem Düsenausgang forciert. Nach Düsenaustritt kommt es durch die Entspannung des Druckes zum schlagartigen Verdampfen des überhitzten Wassers und durch die Entstehung von Wasserdampfblasen zur Expansion der Produktmatrix (Flash-Verdampfung). Anschließend relaxiert die heiße Masse und kühlt gleichzeitig ab [16]. Eine Stabilisierung der Dampfblasen und damit die Erhaltung einer porösen Produktstruktur setzt eine möglichst schnelle Unterschreitung der Glasübergangstemperatur voraus, da diese eine Solidifikation der Produktstruktur hervorruft und einer Rückbildung der Expansion durch elastische Materialanteile entgegenwirkt.

Nassextrusion
Bei der Nassextrusion werden überwiegend Proteinmassen mit Wassergehalten > 40 % gekocht. Nach dem Erreichen sehr hoher Temperaturen im Extrudergehäuse wird die heiße Schmelze durch eine lange Kühldüse mit Temperaturen < 80 °C gefördert. Dies führt zur Ausbildung einer anisotropen, also ausgerichteten Produkttextur, welche sich durch ein axiales Strömungsprofil des Zwei-Phasen-Systems Protein und Wasser ausbildet [20]. Die hierbei entstehenden pflanzlichen Intermediate können durch weitere Veredelungsschritte wie z. B. Panieren oder Marinieren zu sogenannten „one-piece“ Fleischersatzprodukten (Schnitzel, Steak) verarbeitet werden. Grundsätzlich bestehen kaum Limitationen hinsichtlich der Applikation der hergestellten Texturate, sodass Produktkategorien wie vegane Nuggets, Gyros, Fleischbällchen etc. hergestellt werden können.
Bei der Nassextrusion werden überwiegend Proteinmassen mit Wassergehalten > 40 % gekocht. Nach dem Erreichen sehr hoher Temperaturen im Extrudergehäuse wird die heiße Schmelze durch eine lange Kühldüse mit Temperaturen < 80 °C gefördert. Dies führt zur Ausbildung einer anisotropen, also ausgerichteten Produkttextur, welche sich durch ein axiales Strömungsprofil des Zwei-Phasen-Systems Protein und Wasser ausbildet [20]. Die hierbei entstehenden pflanzlichen Intermediate können durch weitere Veredelungsschritte wie z. B. Panieren oder Marinieren zu sogenannten „one-piece“ Fleischersatzprodukten (Schnitzel, Steak) verarbeitet werden. Grundsätzlich bestehen kaum Limitationen hinsichtlich der Applikation der hergestellten Texturate, sodass Produktkategorien wie vegane Nuggets, Gyros, Fleischbällchen etc. hergestellt werden können.
4. Fleischersatzprodukte – Proteinquelle und -funktionalität definieren die Textur
Wenngleich durch eine Anpassung der Verfahrensparameter während der Extrusion die Produkteigenschaften stark beeinflusst werden können, sind insbesondere die Materialeigenschaften maßgeblich für die produkttypischen Texturen der Extrudate. Verschiedene funktionelle Rohstoffeigenschaften führen zu wesentlichen Unterschieden in den Produktstrukturen. Die Hauptbestandteile faseriger Fleischanaloga sind pflanzliche Proteine (20 – 50 %), pflanzliche Lipide (0 – 5 %), Polysaccharide (2 – 30 %), sowie weitere Zutaten, die Textur, Aussehen und Konsistenz fleischähnlich wirken lassen (s. Tabelle 1).
Tabelle 1: Hauptinhaltsstoffe für die Herstellung von Fleischersatzprodukten [21].
| Inhaltsstoff | Quelle | Hauptfunktion |
| Nicht-tierische Proteine | Pflanzlich: Soja, Weizen, Hülsenfrüchte, Erbsen, Lupinen, Reis und Kartoffeln Weitere: Mikroalgen, Seetang, Insekten | Ernährungsphysiologie, Struktur, Farbe, Textur und Technofunktionalität |
| Lipide | Kokosöl, Kakaobutter, Sonnenblumenöl, Rapsöl und Sesamöl Fettersatzstoffe: Oleogele und Fasern | Geschmack, Textur und Mundgefühl |
| Polysaccharide | Native Stärken, Mehle, Ballaststoffe, Fasern | Konsistenz und Wasserbindung |
| Aromastoffe | Hefeextrakt, Paprika, Zucker, Gewürze und Kräuter | Aroma |
| Farbstoffe | Lycopin, Rübensaftextrakt oder Leghämoglobin | Imitation der Fleischfarbe |
| Zusatzstoffe | Tocopherole, Zinkgluconat, Thiaminhydrochlorid, Natrium, Ascorbinsäure, Vitamin B12 | Nährwertverbesserung |
Da sich Pflanzenproteine je nach Quelle, Sorte, Anbaubedingungen, Vorverarbeitung sowie Reinheit hinsichtlich der Funktionalität, der Zusammensetzung und des Nährwertes unterscheiden, werden abhängig von Produkt und gewünschter Funktionalität Proteine aus einer oder mehreren Quellen verwendet [22]. Sojaprotein ist das bisher am häufigsten verwendete Protein, welches sich aufgrund seiner günstigen funktionellen Eigenschaften und seiner ausgewogenen Aminosäurezusammensetzung sehr gut für Fleischsurrogate eignet [23, 24]. Trotz eines günstigen Preises und den positiven technofunktionellen Eigenschaften, sind fast drei Viertel der weltweit angebauten Bohnen gentechnisch verändert und damit für viele Hersteller und Konsumenten ein wenig beliebter Rohstoff [25].
Weizenprotein bzw. Gluten ist aufgrund seiner viskoelastischen Eigenschaften ein ebenfalls sehr geeignetes Protein bei der Herstellung von Fleischersatzprodukten, da es aufgrund einer hohen Reaktionsfreudigkeit und eines hohen Cysteinanteils die Ausbildung faserartiger Strukturen begünstigt [26, 27]. Gluten kann darüber hinaus in Kombination mit anderen Proteinen als Bindemittel agieren und Kochverluste während der Verarbeitung minimieren, so dass die finalen Extrudate einen stabilen Zusammenhalt aufweisen [26].
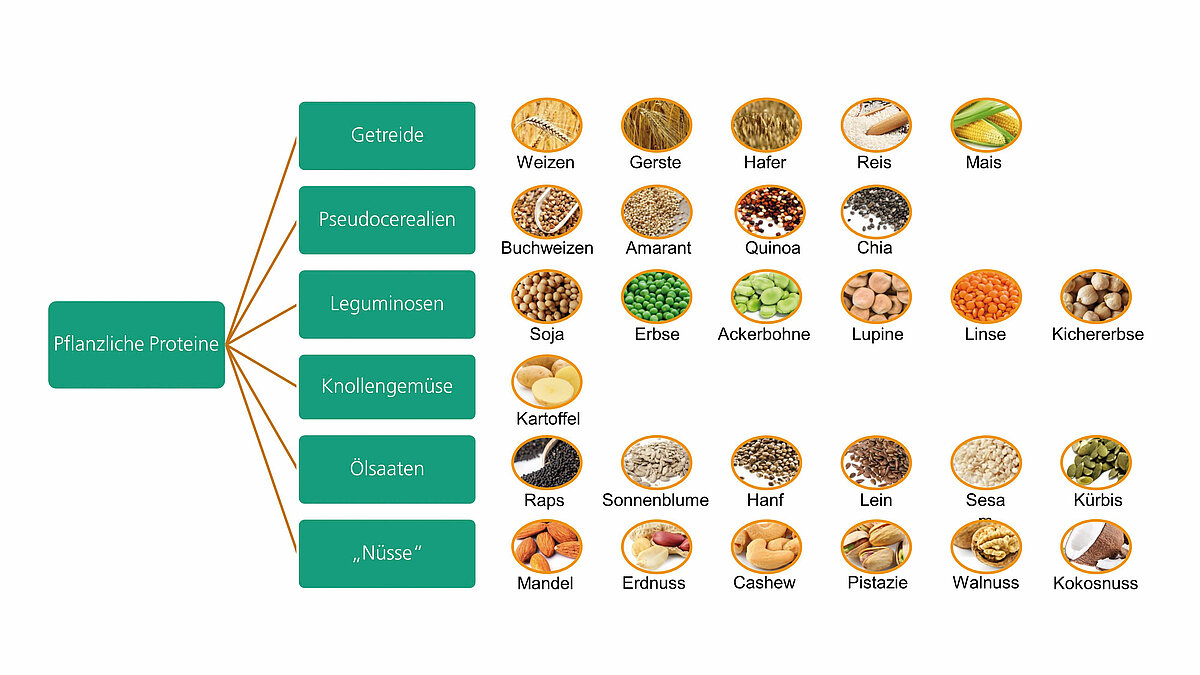
Erbsenprotein ist aufgrund seiner hohen Anpassungsfähigkeit eine geschätzte Alternative zu Sojaprotein. Aufgrund seiner Hypoallergenität und günstigen funktionellen Eigenschaften wird es meistens in Kombination mit anderen Rohstoffen wie z. B. Gluten verwendet. Durch Erbsenprotein können so ernährungsphysiologische und strukturelle Eigenschaften optimiert werden [28]. Insbesondere für die Formulierung glutenfreier Fleischalternativen, sind Proteine aus Reis, Kartoffeln, Leguminosen, Ölsaaten oder Pseudocerealien eine gute Alternative, wobei Materialeigenschaften und Applikationsfelder noch nicht ausreichend untersucht sind. Gleiches gilt für innovative Rohstoffquellen wie Mikroalgen, Pilze und Insekten, die hohe Proteingehalte und sehr gute ernährungsphysiologische Werte aufweisen, sowie langfristig günstig und nachhaltig erzeugt werden können [29, 30, 31].
5. Post-Processing – Veredelungsprozess der Extrudate
Im proteinbasierten Bereich der Extrusionstechnologie werden meist keine Endprodukte, sondern vielmehr Intermediate erzeugt, welche erst durch weitere Veredelungsschritte eine hohe sensorische Qualität in Form eines vollständigen Textur- und Geschmacksprofils erlangen.
Beim sogenannten Post-Processing werden ein oder mehrere Verfahrensschritte angewendet, die man, ebenso wie die eingesetzten Apparaturen aus dem Fleischereibereich, kennt. Dazu gehören das Zerkleinern, Marinieren, Panieren bzw. Coaten, Mischen und Formen. Insbesondere die letzten beiden Verfahrensschritte sind von essentieller Bedeutung, damit die Ersatzprodukte den tierischen „Vorbildern“ hinsichtlich Textur und Aussehen ähneln.
In diesem Kontext ist das Vermischen der Extrudate mit weiteren Inhaltsstoffen essentiell. Eine wichtige Inhaltsstoffgruppe nehmen hier die die Lipide ein, welche entweder reich an gesättigten (z. B. Kokosöl oder Kakaobutter) bzw. ungesättigten Fettsäuren (z. B. Sonnenblumenöl oder Rapsöl) sind und die Textur sowie das Mundgefühl prägen [32-35]. Darüber hinaus sind die Quelle und Zusammensetzung der Fettsäuren sehr wichtig, da diese über Lipidoxidations- und Maillardreaktionsprodukte zu einem fleischähnlichen Geschmack beitragen [36].
Polysaccharide spielen eine wichtige funktionelle und strukturelle Rolle bei der Formung von Fleischsurrogaten, da sie aufgrund ihrer verdickenden und emulgierenden Eigenschaften entscheidend zu Konsistenz und Zusammenhalt der Produkte beitragen [34, 37, 38]. Native Stärken aus z. B. Weizen oder Kartoffel werden hauptsächlich als Füllstoffe verwendet, um die Textur und Konsistenz zu verbessern [24, 39]. Gleiches gilt für Fasern die aus verschiedenen Quellen wie z. B. Erbse oder Soja gewonnen werden. Die wohl prominenteste und am häufigste eingesetzte Faser ist Methylcellulose, welche ebenso wie die Cellulose nicht vom menschlichen Organismus verstoffwechselt werden kann und damit als Ballaststoff gilt. Weitere Hydrokolloide, die eine verbesserte Wasserbindung bei gleichzeitiger Reduktion des Kochverlusts ermöglichen sind z. B. Carrageen, Xanthan oder Alginat [71].
Zur Verbesserung des Aromaprofils bzw. der Maskierung von ungünstigen Aromen von Leguminosenproteinen werden in der Regel aromaverbessernde Inhaltsstoffe wie beispielweise Hefeextrakt, Gewürze oder andere natürlich sowie synthetisch hergestellte Geschmackstoffe eingesetzt. Die Nachahmung der roten Fleischfarbe erfolgt mittels Zugabe von Farbstoffen wie beispielsweise Lycopin, Rote-Bete-Saft-Konzentrat oder Leghämoglobin aus der Sojawurzel. Die Nachahmung der weißen Fleischfarbe bei Geflügel- oder Fischersatzprodukten kann durch Titandioxid erzielt werden [28, 40-42].
Durch Zugabe von Ascorbinsäure oder Polyphenolen können die zugesetzten Farbpigmente während des Erhitzens stabilisiert werden [28, 43]. Optional können Zutaten wie Vitamin B12, Tocopherole, Zink, Gluconat oder Niancin zugeben werden, die typischerweise über den Konsum tierischer Nahrung aufgenommen werden und somit den nutritiven Wert von Fleischersatzprodukten verbessern.
6. Ausblick – Die Extrusion ein wichtiger Baustein in der nichttierischen Lebensmittelversorgung
Zu den Herausforderungen einer zukünftigen nachhaltigen Lebensmittelversorgung zählt maßgeblich die Reduzierung des hohen Fleischkonsums in den Industrieländern. Traditionelle Pflanzenproteinprodukte aus Soja- oder Weizenprotein wie Tofu, Tempeh oder Seitan, welche in asiatischen Ländern zum festen Bestandteil der Ernährung zählen, sind hierzulande bislang mit deutlichen Einbußen im Genusswert verbunden. Gründe hierfür sind insbesondere der pflanzliche Geschmackseindruck und die fleischuntypische Textur.
Zur Bereitstellung von nachhaltigen, proteinreichen und sensorisch hochwertigen Alternativen mit fleischtypischen Merkmalen müssen daher die globulären pflanzlichen Speicherproteine in eine fibrilläre Form gebracht werden. Bemerkenswert ist, dass dieser Transformationsprozess mit einem Verfahren umgesetzt wurde, das eine mehr als 200 Jahre langen Historie besitzt und dennoch eine der größten Innovationen des letzten Jahrzehnts im Lebemsmittelsektor darstellt. Die Texturierung nichttierischer Proteinquellen zu fleischanalogen Produkten, die sich hinsichtlich Textur, Mundgefühl, Geschmack und Nährwert nicht von den fleischhaltigen Vertretern unterscheiden, ist vielleicht nur ein Anfang. Denn neben immer neuen Rohstoffquellen, bieten neuartige Verfahren, wie beispielsweise Feucht- und Elektrospinning, Bioprinting oder „Cellular Agriculture“, das Potenzial, neue tierfreie Produktmatrices mit völlig neuen Texturen zu entwickeln.
Literatur:
[1] Ainsworth, P. (2011). Extrusion. Food processing handbook, 429-453.
[2] Akdogan, H. (1999). High moisture food extrusion. International journal of food science & technology, 34(3), 195-207.
[3] Giles Jr, H. F., Mount III, E. M., & Wagner Jr, J. R. (2004). Extrusion: the definitive processing guide and handbook. William Andrew.
[4] Riaz, M. N. (2000). Practical considerations in extrusion processing. In Extruders in food applications (pp. 149-165).
CRC Press.
[5] Fattmann, G., Greif, H., Limper, A., & Seibel, S. (2004). Technologie der Extrusion: Lern-und Arbeitsbuch für die Aus-und Weiterbildung.
[6] Mercier, C., Linko, P., & Harper, J. M. (1989). Extrusion cooking.
[7] Pietsch, V. L., Schöffel, F., Rädle, M., Karbstein, H. P., & Emin, M. A. (2019). High moisture extrusion of wheat gluten: Modeling of the polymerization behavior in the screw section of the extrusion process. Journal of Food Engineering, 246, 67-74.
[8] Hansen, F., Knapie, W., & Potente, H. (1989). Handbuch der Kunststoff-Extrusionstechnik. I Grundlagen. Carl Hanser Verlag, München-Wien.
[9] Koch, L., Emin, M. A., & Schuchmann, H. P. (2017). Influence of processing conditions on the formation of whey protein-citrus pectin conjugates in extrusion. Journal of Food Engineering, 193, 1-9.
[10]. Harper, J. M. (2019). Extrusion of foods. CRC press.
[11] Zitzmann, K. (1982): Die Extrusion als Möglichkeit der Verarbeitung von Nichtbackweizen und Backweizen zu Nahrungsmitteln. Diplomarbeit. Humboldt Universität zu Berlin.
[12] Schuchmann, H. P. (2008). Extrusion zur Gestaltung von Lebensmittelstrukturen. Chemie Ingenieur Technik, 80(8), 1097-1106
[13] Osen, R., & Agulla, K. (2019). Die Veggie-Generation 2.0. Neue Proteinzutaten und Verarbeitungstechnologien für schmackhafte Produkte. Fleischwirtschaft. 98 (2019), 3, 84-88.
[14] Schuchmann, H. P., & Schuchmann, H. (2012). Lebensmittelverfahrenstechnik. John Wiley & Sons.
[15] Philipp, C., Emin, M. A., Buckow, R., Silcock, P., & Oey, I. (2018). Pea protein-fortified extruded snacks: Linking melt viscosity and glass transition temperature with expansion behaviour. Journal of Food Engineering, 217, 93-100.
[16] Moraru, C. I., & Kokini, J. L. (2003). Nucleation and expansion during extrusion and microwave heating of cereal foods. Comprehensive reviews in food science and food safety, 2(4), 147-165.
[17] Shrivastava, A. (2018). Introduction to plastics engineering. William Andrew.
[18] Horvat, M., Emin, M. A., Hochstein, B., Willenbacher, N., & Schuchmann, H. P. (2013). A multiple-step slit die rheometer for rheological characterization of extruded starch melts. Journal of Food Engineering, 116(2), 398-403.
[19] Martin, A., Osen, R., Karbstein, H. P., & Emin, M. A. (2021). Impact of rapeseed press cake on the rheological properties and expansion dynamics of extruded maize starch. Foods, 10(3), 616.
[20] Benbow, J., & Bridgwater, J. (1993). Paste flow and extrusion.
[21] Fu-Hung Hsieh, Harold E. Huff (2011) Meat Analog Compositions and Process. US20120093994A1
[22] Hoehnel, A., Axel, C., Bez, J., Arendt, E. K., & Zannini, E. (2019). Comparative analysis of plant-based high-protein ingredients and their impact on quality of high-protein bread. Journal of Cereal Science, 89, 102816.
[23] Kumar, P., Chatli, M. K., Mehta, N., Singh, P., Malav, O. P., & Verma, A. K. (2017). Meat analogues: Health promising sustainable meat substitutes. Critical reviews in food science and nutrition, 57(5), 923-932.
[24] Yuliarti, O., Kovis, T. J. K., & Yi, N. J. (2021). Structuring the meat analogue by using plant-based derived composites. Journal of food engineering, 288, 110138.
[25] Mintel (2019) The meat substitute ingredients to watch - Mintel
[26] Chiang, J. H., Loveday, S. M., Hardacre, A. K., & Parker, M. E. (2019). Effects of soy protein to wheat gluten ratio on the physicochemical properties of extruded meat analogues. Food Structure, 19, 100102.
[27] Samard, S., Gu, B. Y., & Ryu, G. H. (2019). Effects of extrusion types, screw speed and addition of wheat gluten on physicochemical characteristics and cooking stability of meat analogues. Journal of the Science of Food and Agriculture, 99(11), 4922-4931.
[28] Schreuders, F. K., Dekkers, B. L., Bodnár, I., Erni, P., Boom, R. M., & van der Goot, A. J. (2019). Comparing structuring potential of pea and soy protein with gluten for meat analogue preparation. Journal of Food Engineering, 261, 32-39.
[29] Palanisamy, M., Töpfl, S., Berger, R. G., & Hertel, C. (2019). Physico-chemical and nutritional properties of meat analogues based on Spirulina/lupin protein mixtures. European Food Research and Technology, 245(9), 1889-1898.
[30] Caporgno, M. P., Böcker, L., Müssner, C., Stirnemann, E., Haberkorn, I., Adelmann, H., ... & Mathys, A. (2020). Extruded meat analogues based on yellow, heterotrophically cultivated Auxenochlorella protothecoides microalgae. Innovative Food Science & Emerging Technologies, 59, 102275.
[31] Stephan, A., Ahlborn, J., Zajul, M., & Zorn, H. (2018). Edible mushroom mycelia of Pleurotus sapidus as novel protein sources in a vegan boiled sausage analog system: functionality and sensory tests in comparison to commercial proteins and meat sausages. European Food Research and Technology, 244(5), 913-924.
[32] Dekkers, B. L., Emin, M. A., Boom, R. M., & van der Goot, A. J. (2018). The phase properties of soy protein and wheat gluten in a blend for fibrous structure formation. Food Hydrocolloids, 79, 273-281.
[33] Pietsch, V. L., Bühler, J. M., Karbstein, H. P., & Emin, M. A. (2019). High moisture extrusion of soy protein concentrate: Influence of thermomechanical treatment on protein-protein interactions and rheological properties. Journal of Food Engineering, 251, 11-18.
[34] Lin, S., Huff, H. E., & Hsieh, F. (2000). Texture and chemical characteristics of soy protein meat analog extruded at high moisture. Journal of Food Science, 65(2), 264-269.
[35] Emin, M. A., Quevedo, M., Wilhelm, M., & Karbstein, H. P. (2017). Analysis of the reaction behavior of highly concentrated plant proteins in extrusion-like conditions. Innovative Food Science & Emerging Technologies, 44, 15-20.
[36] Diez-Simon, C., Mumm, R., & Hall, R. D. (2019). Mass spectrometry-based metabolomics of volatiles as a new tool for understanding aroma and flavour chemistry in processed food products. Metabolomics, 15(3), 1-20.
[37] Lin, S., Huff, H. E., & Hsieh, F. (2002). Extrusion process parameters, sensory characteristics, and structural properties of a high moisture soy protein meat analog. Journal of Food Science, 67(3), 1066-1072.
[38] Yao, G., Liu, K. S., & Hsieh, F. (2004). A new method for characterizing fiber formation in meat analogs during high‐moisture extrusion. Journal of Food Science, 69(7), 303-307.
[39] Krintiras, G. A., Göbel, J., Van der Goot, A. J., & Stefanidis, G. D. (2015). Production of structured soy-based meat analogues using simple shear and heat in a Couette Cell. Journal of Food Engineering, 160, 34-41.
[40] Fraser, R. Z., Shitut, M., Agrawal, P., Mendes, O., & Klapholz, S. (2018). Safety evaluation of soy leghemoglobin protein preparation derived from Pichia pastoris, intended for use as a flavor catalyst in plant-based meat. International Journal of Toxicology, 37(3), 241-262.
[41] Oreopoulou, V., & Tzia, C. (2007). Utilization of plant by-products for the recovery of proteins, dietary fibers, antioxidants, and colorants. In Utilization of by-products and treatment of waste in the food industry (pp. 209-232). Springer, Boston, MA.
[42] Rayner, M. G., Rayner, J. L., & Miller, R. (2018). U.S. Patent No. 9,968,115. Washington, DC: U.S. Patent and Trademark Office.
[43] Trottet, G., Fernandes, S., Grunz, G., Thoma, J. P., & Brunner-Komorek, K. (2018). U.S. Patent Application No. 15/558,344.
Kontakt
Simone Schiller • Geschäftsführerin DLG-Fachzentrum Lebensmittel • Tel: +49(0)69/24 788-390 • S.Schiller@DLG.org