Elektronische Augen
DLG-Expertenwissen 04/2015
Instrumentelle Sensorik in der Ernährungswirtschaft Teil 3
Download Druckversion
Autor:
Uwe Schröder
FMTS – Farbmesstechnik Schröder, Velbert
www.farbmessung.com
Bianca Schneider-Häder
DLG e.V., Frankfurt/M.
Kontakt:
Bianca Schneider-Häder
DLG-Fachzentrum Ernährungswirtschaft
Sensorik@DLG.org
Einleitung
Im Vergleich zu den Parametern Geruch, Geschmack und Textur spielt das Aussehen der Lebensmittel und Getränke die Hauptrolle bei der Konsumentscheidung am Einkaufsort. Ein frisches, ansprechendes und appetitliches Äußeres ist ein wesentliches Qualitätsmerkmal. Daher bedarf die Optik von Produkten auch einer entsprechenden Aufmerksamkeit und regelmäßigen Überwachung. Neben humansensorischen Panels kommt hierbei insbesondere optischen Messverfahren eine bedeutende Rolle zu. Dieses Expertenwissen Sensorik ist der 3. Teil in der Reihe zur „Instrumentellen Sensorik“ und gibt einen Einblick in den aktuellen Stand der Technik bzgl. der „Optischen Sensoren und Elektronischen Augen“.
1. Hintergrund
Das Aussehen ist das erste und sofort am Regal erfassbare Qualitätsmerkmal von Lebensmitteln. Durch das Produktäußere werden Geschmack, Verträglichkeit, Bekömmlichkeit und Frische eingeschätzt. Die Betrachtung und Bewertung der optischen Qualität umfasst die Form, die sichtbare Struktur (fest, flüssig, pulvrig, …) und den Glanz. Im Vordergrund steht jedoch die Produktfarbe. Wenngleich unser Konsumverhalten von Farben beeinflusst wird, sind unser Wissen, die Kontrolle durch unsere Sinne und die Übermittlung der Farbenausprägung oft nicht ausreichend. Dies ist v.?a. in der Lebensmittelherstellung problematisch, wenn Produktkonzepte definiert sind und die Farbkonstanz im Herstellungsprozess, an verschiedenen Standorten sowie bei der Lagerung und Zubereitung erhalten bleiben sollen. Häufig ist die auf sprachliche Mittel beschränkte Beschreibung und Beurteilung der Farben durch Prüfpersonen (z.?B. zitronengelb) subjektiv, wenig präzise und von persönlicher Empfindung und Erfahrung geprägt, was eine einheitliche Bewertung erschwert. Die objektive Farbmessung setzt eine standardisierte Farbkommunikation voraus, wobei Farben klar definiert sind, so dass eine Verständigung über den Farbeindruck und eine zielgerichtete Reproduktion der Farben ermöglicht werden. Farbmaßsysteme bieten eine wertvolle Unterstützung. Die Sicherstellung der Farbkonstanz ist ein elementarer Bestandteil der Qualitätssicherungsmaßnahmen. Zur Beurteilung der Farbe gibt es zahlreiche Messverfahren, wobei sowohl sensorische Panels als auch technische Messgeräte zum Einsatz kommen und Faktoren wie Form, Größe bzw. Art des Produktes, Umgebungsbedingungen (u.a. Lichtverhältnisse, Hintergrundfarben) und Messgeometrien (Betrachtungswinkel) entsprechende Berücksichtigung finden. Die Anforderungen an humansensorische Panels und ihre optischen Fähigkeiten sowie an Messinstrumente zur objektiven Farbkontrolle in der gesamten Prozesskette sind immens. Etliche Normen geben eine fachliche Hilfestellung beim Aufbau von Produkt abhängigen Farbmesssystemen. Wenngleich allein der Mensch in der Lage ist, bedingt durch die Verknüpfung der Sinneseindrücke im Gehirn und durch sein Erfahrungswissen, ein umfassendes sensorisches Prüfergebnis zu liefern, sind optische Messgeräte eine wertvolle Unterstützung und in vielen Bereichen der Qualitätssicherung und Reklamationsbearbeitung bereits Standard. Im Vergleich zu Ergebnissen optischer Analysen humansensorischer Panels sind die Daten optischer Sensoren infolge der höheren analytischen Genauigkeit oftmals schneller, detaillierter und verlässlicher.
2. Parameter des Aussehens: Farbe und Glanz
Farbe und Glanz beeinflussen das Aussehen eines Produktes maßgeblich. Farbe ist für uns Sinnesempfindung oder die Beschreibung der Körperfarbe eines Produktes. Ein und dieselbe Farbe kann z.B. heller oder dunkler empfunden werden. Das hängt bei Körperfarben von der Größe und Oberflächenstruktur des Gegenstandes ab. Eine rote hochglänzende Verpackung empfinden wir als „dunkler und brillanter“ als eine gleichrote seidenmatte Verpackung, die uns heller vorkommt. Farben und ihre Erscheinung sind komplex und schwer beschreib- bzw. definierbar.
2.1 Farbe und Farbempfindung
Die DIN 5033 (Farbmessung) definiert in „Teil 1 – Begriffe der Farbmetrik“, Farbe als einen durch das Auge vermittelten Sinneseindruck: „Farbe ist diejenige Gesichtsempfindung, durch die sich zwei aneinandergrenzende, strukturlose Teile des Gesichtsfeldes bei einäugiger Beobachtung mit unbewegtem Auge allein unterscheiden können. Wenn das subjektiv Gesehene von den durch Farbmaßzahlen beschreibbaren Farbvalenzen unterschieden werden soll, wird die Farbe als Farbempfindung bezeichnet.“
Eine Farbempfindung, die durch die Reizung von sichtbarer, optischer Strahlung der menschlichen Netzhaut hervorgerufen wird, bezeichnet man als Farbreiz. Dieser kann durch die direkte Beobachtung eines Selbstleuchters (Sonne, Leuchtstoffröhre, Glühbirne) oder eines Nichtselbstleuchters durch Reflexion (Verpackung, Fleisch, Obst) bzw. Transmission (klarer Apfelsaft, Mineralwasser in transparenten PET Flaschen) hervorgerufen werden. Körperfarben sind Farben von nicht selbstleuchtenden Produkten oder Oberflächen. Erkannt werden sie dadurch, dass hierbei ein Teil des einfallenden Lichtes zurückgestrahlt (remittiert) bzw. verschluckt (absorbiert) wird. Da das einfallende Licht von verschiedenen Lichtquellen (Tageslicht, Glühbirne etc.) stammen kann, differieren die Farbwahrnehmungen. Um Wahrnehmungsunterschiede zu vermeiden und eine objektive Bewertung bzw. Farbmessung sicherzustellen, ist ein genormtes Licht erforderlich. Diesbezüglich wurden u.a. die zwei Normlichtarten D50 (neutrales Tageslicht) und D65 (mittleres Licht) festgelegt, wobei D für „Daylight“ und die Zahlen für die Farbtemperatur in Kelvin stehen. Die Farbempfindung ist abhängig vom Betrachtungswinkel des Beobachters. So wurde aus dem durchschnittlichen Farbempfinden von Testpersonen der „2°“ und der „10° Normalbeobachter“ als Grundlage für die Farbmetrik definiert. Davon wurden die Normspektralwertkurven als durchschnittliche Empfindlichkeitskurven des Auges für die Grundfarben Rot, Grün und Blau abgeleitet.
Ein eintreffender Farbreiz wird durch die drei Empfindlichkeitskurven des Auges den sog. Normspektralwertfunktionen 2° und 10° (siehe DIN EN ISO 11664-1: CIE farbmetrische Normalbeobachter) bewertet und führt zur Ermittlung der drei Farbmaßzahlen / Normfarbwerte, X = Rotanteil, Y = Grünanteil und Z = Blauanteil. Alle Farbmessgeräte ermitteln, egal ob die zu bewertende Farbe eine Lichtquelle oder eine Körperfarbe darstellt, die drei Normfarbwerte X, Y, Z.
2.2 Glanz
Trifft optisch sichtbare Strahlung auf eine Oberfläche, wird ein Teil der auftreffenden Lichtstrahlen an der Grenzfläche reflektiert. Diese „Oberflächenreflektion“ ist abhängig vom Brechungsindex des Materials und beträgt ca. 4 % der auftreffenden Strahlung. Je gerichteter diese reflektierte Strahlung ist, umso mehr empfinden wir diese Oberfläche als glänzend. Wird diese Strahlung diffus an der Oberfläche zurückreflektiert, so nehmen wir diesen Gegenstand als matt wahr. Genau wie Farbe ist der Glanz eine Eigenschaft, die zum visuellen Erscheinungsbild einer Oberfläche beiträgt. Glanz ist ein Sinneseindruck und vom Betrachter abhängig.
3. Farbmaßzahlen und Farbenräume
Schon vor ca. hundert Jahren versuchten Wissenschaftler Gesetzmäßigkeiten beim Zusammenspiel von Farben in Modellen darzustellen. So entstanden Farbmaßsysteme bzw. Farbordnungssysteme. Jede Farbe ist dreidimensional und setzt sich aus den Attributen Farbton (rot, gelb, grün und blau oder Farbmischungen), Helligkeit und Farbsättigung zusammen. Mit Farbmaßzahlen für die jeweiligen drei Komponenten lässt sich die Welt der Farben in Modelle einbinden und in Zahlenwerten ausdrücken. Vergleichbar wie Länge oder Gewicht, können so Farben in verschiedenen Farbmaßsystemen objektiv beschrieben werden.
3.1 Munsell-Farbtafelfelder
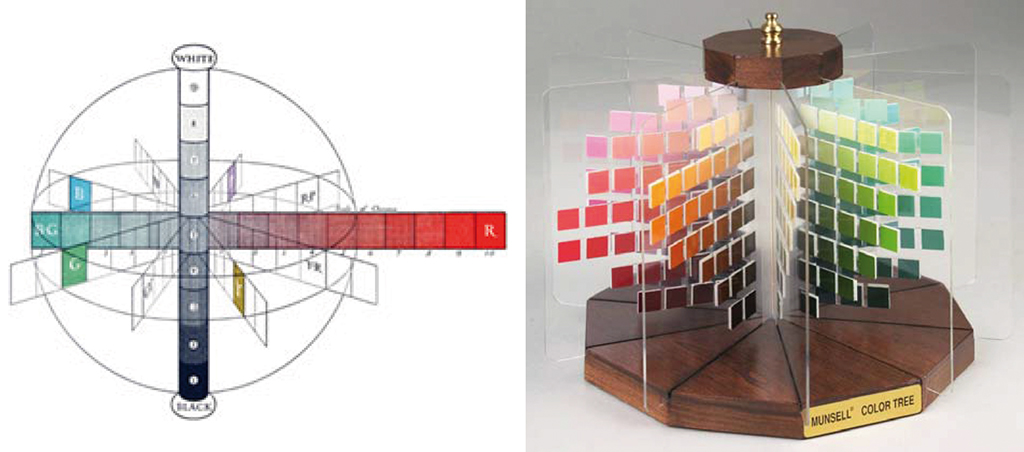
Von dem Amerikaner A.H. Munsell wurde um 1905 ein visuell gleichabständiges Farbsystem erarbeitet, welches die Farben entsprechend dem Farbton, der Helligkeit und Sättigung mittels einer Buchstaben-Zahlen-Kombination und dem Einsatz von aus Papier bestehenden „Munsell-Farbtafelfeldern“ beschreibt. Diese Standardisierung von Farbeindrücken soll die Kommunikation von Prüfpersonen bei der visuellen Produktprüfung vereinfachen und vereinheitlichen (Vgl. DIN EN ISO 3668). Die Abbildung 1 zeigt im Munsell Farbbaum die Beziehungen der drei Attribute zueinander. Die Helligkeit variiert auf der senkrechten Achse. Die Sättigung ist außen am höchsten und verringert sich hin zur Mittelachse.
Quelle: BYK-Gardner GmbH
3.2 CIE 1976 L*a*b* Farbenraum
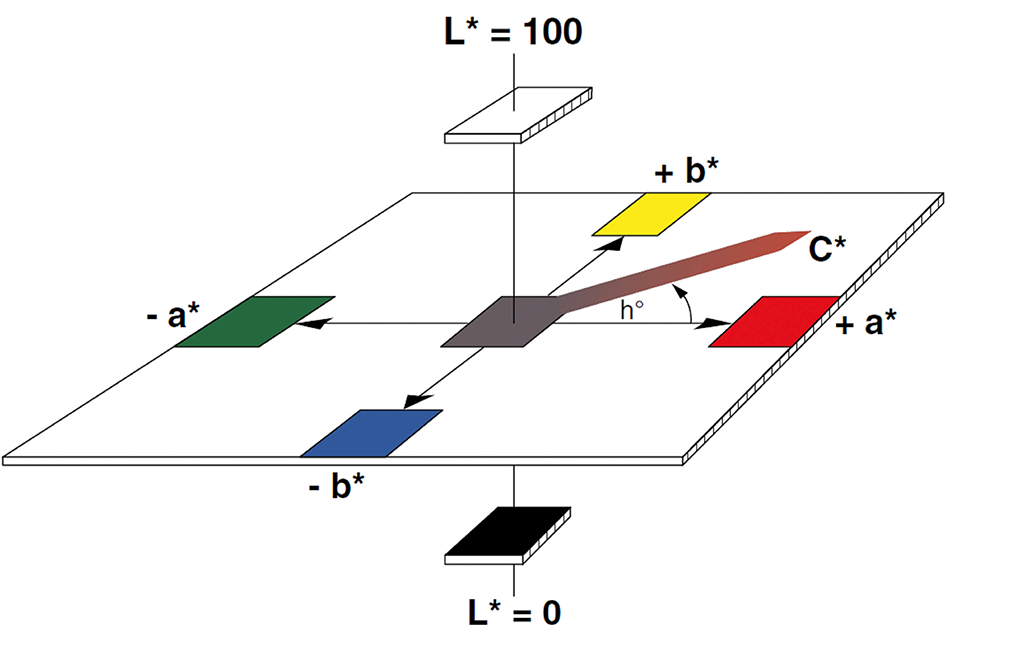
Andere Methoden wurden von der CIE (Commission internationale de l’Eclairage – Internationale Beleuchtungskommission) entwickelt. Die bekanntesten Systeme der modernen Farbkommunikation sind das Normvalenzsystem oder Yxy-Farbsystem (1931), das wie alle Farbräume auf den Normfarbwerten XYZ basiert und der CIE 1976 L*a*b* Farbenraum (DIN EN ISO 11664-4), der eine bessere Übereinstimmung zwischen geometrischen und empfundenen Farbabständen bietet. Der CIE 1976 L*a*b* Farbenraum (Vgl. Abbildung 2) ist eines der gängigsten Systeme zur Farbbewertung. Er beschreibt einen dreidimensionalen Farbraum, bestehend aus der Helligkeitskoordinate L* (Luminanz) sowie den Farbkoordinaten a* und b*. Der L*-Wert kann in einem Bereich von „reinem schwarz“ (0) bis „reinem weiß“ (100) liegen. Die Farbachse a* (Rot-Grün-Achse) wird unterteilt in einen grünen (-a*) und einen roten (+a*) Bereich. Die b*-Farbachse (Blau-Gelb-Achse) untergliedert sich in einen blauen (-b*) und einen gelben (+b*) Achsenbereich. Durch die Angabe aller drei Werte (L*, a*, b*) ist es möglich, eine Farbe exakt im Farbraum zu beschreiben. Hierbei gilt, dass mit steigenden a*b*-Werten und steigender Entfernung vom Achsenschnittpunkt, die Buntheit größer wird. Der Achsenschnittpunkt (L*=50, a* und b*=0) ist ein neutrales Grau.
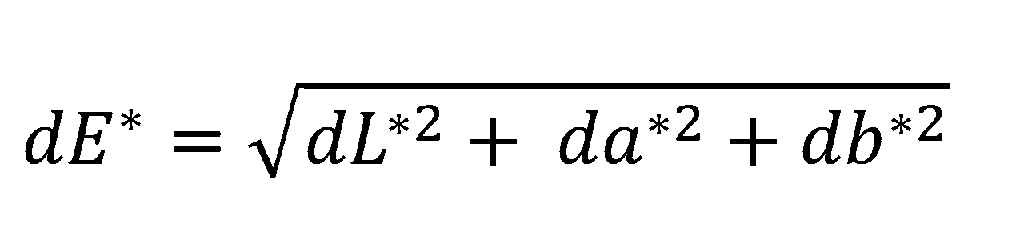
Ermittelt werden über eine Farbmessung zudem die Werte für die Sättigung bzw. Buntheit C* (Chroma, d.h. Abstand von der L*-Achse) sowie für den Farbwinkel bzw. Bunttonwinkel h° (Hue, d.h. Farbwinkel zwischen positiver Rot-Grün-Achse bzw. den Polarkoordinaten der Werte a* und b*). So kann die Lage der Farbe (Farbart) in den Farbachsen a* und b* ermittelt werden. Bei richtiger Anwendung ist der User in der Lage, für jedes Produkt Toleranzen in den drei Achsen mit maximaler Helligkeitsdifferenz +/- dL*, maximaler rot-grün Differenz +/- da* und maximaler gelb-blau Differenz vorzugeben und objektiv zu überprüfen. Häufig wird auch der CIE Gesamt – Farbabstand dE* als Kugel um den eigentlichen Zielwert oder Farbstandard definiert. Die Berechnung erfolgt über den räumlichen Satz des Pythagoras:
4. Verfahren zur Farbmessung
Wenngleich das objektive Farbaussehen identisch ist, kann der Farbeindruck unterschiedlich sein, denn er wird von folgenden Faktoren beeinflusst:
- Lichtquelle und Objekthintergrund- Betrachtungswinkel
- Objektgröße und Oberfläche
- Sinnesphysiologie (Farbempfindungsvermögen) beim Panelisten
Um die Farbe eines Gegenstandes zu empfinden bzw. messen zu können, bedarf es der drei folgenden Komponenten:
- Lichtquelle → Normlichtquellen/-arten
- Farbiges Objekt
- Detektor → Normalbeobachter und Normmessgeometrien
Um eindeutige Farbmesswerte in einer Produktionskette zu erhalten, ist es erforderlich, vor der Messung zwei der drei o.g. Komponenten klar zu definieren. Als Normlichtquellen bezeichnet man, wie bereits unter Punkt 2.1 angesprochen, die genormten spektralen Strahlungsverteilungskurven (Spektralkurven) charakteristischer Strahler. In der DIN EN ISO 11664-2 sind verschiedene Kriterien für Normlicht definiert. Neben der Normlichtart D 65 werden u.a. A (Glühlampenlicht), F11 (Dreibandenlampen TL84) und F2 (Leuchtstofflampen CWF) eingesetzt.
4.1 Visuelle und instrumentelle Messung von Farben
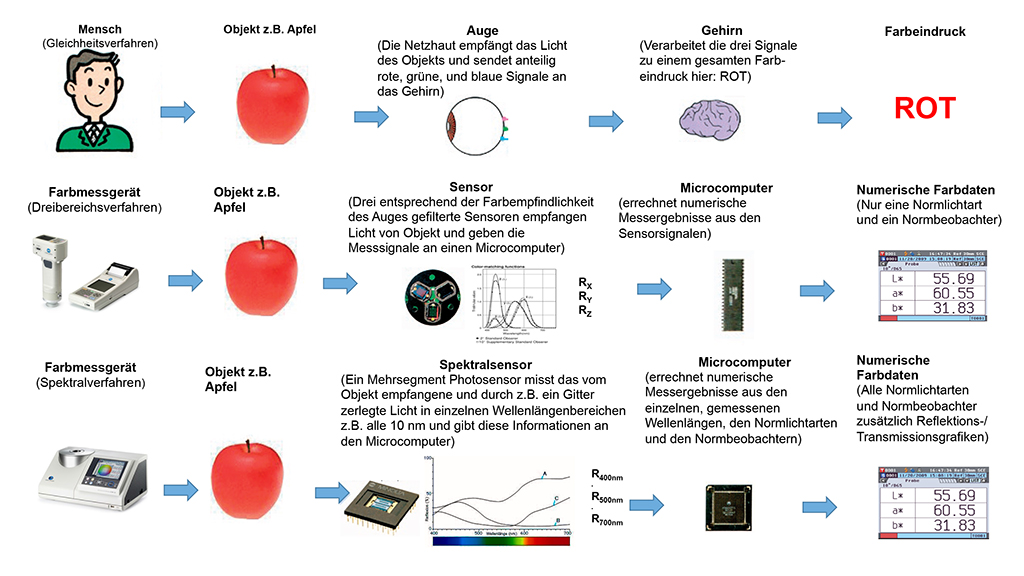
In der Lebensmittelindustrie können verschiedene Methoden zur Analyse der Produktfarbe eingesetzt werden. Neben den traditionellen Sensorik-Panels, die mittels des menschlichen Auges und häufig durch Vergleich mit definierten Referenzfarbkarten die jeweilige Produktfarbe erfassen und bewerten, sind auch technische Geräte bzw. kolorimetrische sowie spektrophotometrische Verfahren etabliert. Während das Auge die Farbreize aufnimmt, die Information ans Gehirn weiterleitet und dort interpretiert, nutzen Farbmessgeräte eine Vielzahl von Features. Neben Linsen und integrierten Lichtquellen sind dies - je nach Farbmessgerät – wählbare definierte Farbmaßzahlen und Farbsysteme, mathematische Formeln der Farbmetrik und statistische Verfahren zur Ergebnisermittlung der Farbbetrachtung bzw. zum Farbenvergleich. Neben der hohen Messpräzision und Objektivität sind v.?a. die Schnelligkeit der Ergebnislieferung im einstelligen Minutenbereich sowie i.d.R. – nach erstmaliger Kalibrierung – kurze Rüst- und Reinigungszeiten hervorzuheben.
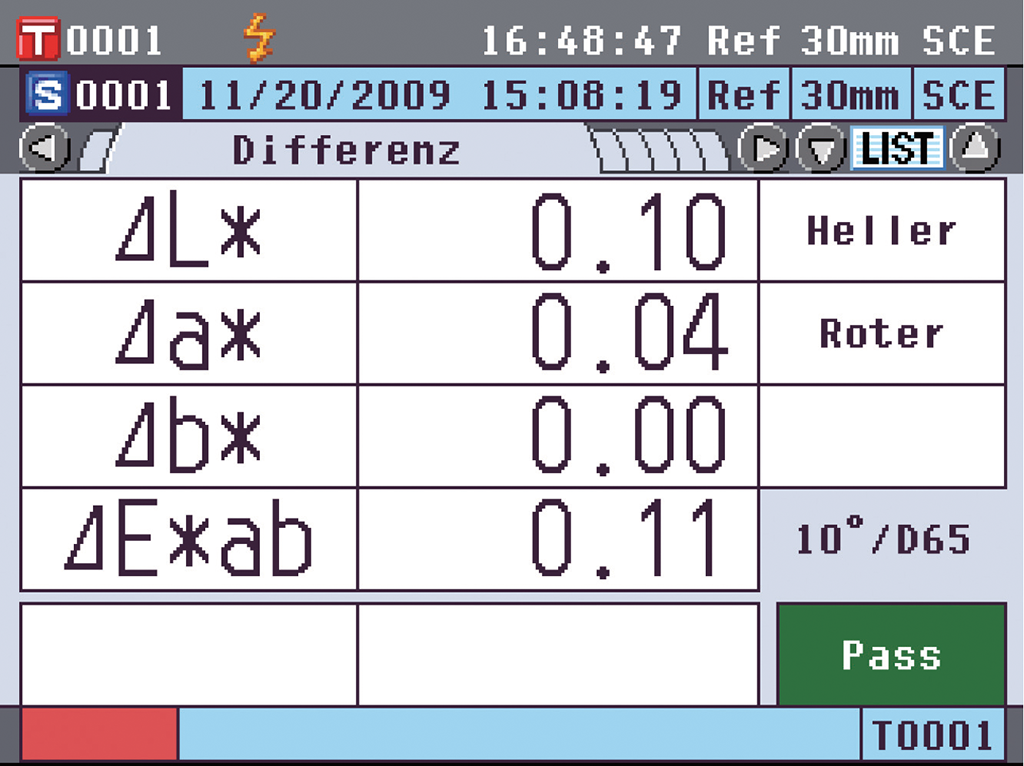
Bei der instrumentellen Farbmessung ist die Standardisierung von zwei der drei Komponenten (Lichtquelle, Detektor, Farbiges Objekt) vorinstalliert und damit vom Nutzer leicht einstellbar. Durch eine eingebaute Lichtquelle ist eine konstante Beleuchtung bei allen Messungen sichergestellt. Die feste Messgeometrie von Beleuchtung und Betrachtung bedingt konstante Messbedingungen. Da das Gerät ausschließlich die Probe beurteilt, wird die Messung nicht durch die Größe oder das Umfeld der Produktprobe verfälscht. Die Abweichung zu einer Bezugsfarbe wird gemessen und sofort in Form von Differenzwerten angezeigt. Messdaten werden automatisch, je nach ausgewähltem Farbsystem angezeigt und sofort gespeichert (archiviert). Visuelle Analysen durch das Auge bedürfen seitens des Prüfleiters und auch seitens der sensorischen Panelisten einer Vielzahl von speziellen Vorbereitungen zur Standardisierung der Prüfungen und zur Sicherstellung der Objektivität des Prüfverfahrens. Die DIN 5033 beschreibt generell drei Verfahren zur Farbmessung:
- Gleichheitsverfahren
- Dreibereichsverfahren
- Spektralverfahren
Während das Gleichheitsverfahren bei Prüfungen durch sensorische Panels Einsatz findet, sind das Dreibereichs- und das Spektralverfahren ausschließlich den am Markt angebotenen technischen Messgeräten vorbehalten.
4.2 Gleichheitsverfahren
Bei diesem in der DIN 5033 beschriebenen Verfahren wird durch ein technisches Gerät oder visuell mit dem Auge des Prüfers die Farbe der Probe mit einer Serie zeitgleich vorliegender Standardmuster solange verglichen, bis die Gleichheit der Proben festgestellt ist.
4.2.1 Prüferpanel
Beim Gleichheitsverfahren durch Prüferpanel erfolgt ein optischer Simultanvergleich einer Probenfarbe mit einem zeitgleich vorliegenden Standard. Um Beurteilungsfehler zu vermeiden, ist die standardisierte farbliche Ausstattung und Beleuchtung der Prüfräume nach DIN EN ISO 8589, DIN 6173 Teil 1 und DIN 6173 Teil 2 maßgebend. Bevor eine Farbmessung oder visuelle Farbbewertung stattfindet, muss der Prüfer zwischen einer transparenten, opaken oder transluzenten (teilweise Lichtdurchlässigkeit) Probe unterscheiden, die er gegen einen Farbstandard bzw. ein Referenzmuster vergleicht. Transparente Proben sind schwer mit dem Auge zu bewerten. Neben einer einheitlichen Normlichtquelle benötigt der Prüfer Vorgaben zum Prüfungsvorgang (Arbeitsanweisung). Sollen die Vergleichsproben vor einer einheitlichen Lichtquelle betrachtet werden oder vor einem einheitlichen nicht selbst leuchtenden Hintergrund.
Häufig sehen gleiche Produkte unter verschiedenen Lichtszenarien unterschiedlich aus. Kommen produktspezifische Farbunterschiede hinzu, können unter einer Lichtart z.B. D65 die Vergleichsproben gleich aussehen, aber unter einer anderen Lichtart z.B. F11 = Kaufhauslicht völlig verschieden. Diese Metamerie (DIN 6172) ist bei sensorischen Analysen zu vermeiden.
Damit visuelle Farbunterscheide bei sensorischen Analysen seitens der Prüferpanels einheitlich verbal beschrieben werden können, nutzt man z.B. Farbstandards (Munsell Farbbaum) und standardisierte Prüfverfahren nach DIN EN ISO 3668. Darüber hinaus sollte vor Einsatz eines Prüfers, die Überprüfung der Farbenseh- und Farbenbeurteilungsfähigkeit erfolgen. Gut eignet sich dazu u.a. der Farnsworth-Munsell 100 Hue Farbsehtest.
Die nachfolgende Auswahl von Kriterien zur visuellen Farbbeurteilung gemäß dem Gleichheitsverfahren ist der Farbmetrik entnommen:
- Helligkeit, z.B. heller: die Probe ist heller zur Referenz
- Farbrichtung, z.B. rot: die Probe ist roter im Vergleich zur Referenz
Die Auswertung erfolgt nach der in Tabelle 1 dargestellten Bewertungsskala. Üblicherweise gelten Farbabweichungen mit den Bewertungen 2 bis 3 als tolerierbar, wobei je nach Projektvorgabe diese Forderung verschärft oder gelockert werden kann.
Tabelle 1: Bewertungsskala für Farbunterschiede (gemäß DIN EN ISO 3668)
| Bewertung | Größe des Unterschiedes |
| 0 | kein wahrnehmbarer Unterschied |
| 1 | sehr kleiner, d.h. gerade wahrnehmbarer Unterschied |
| 2 | kleiner, aber deutlich wahrnehmbarer Unterschied |
| 3 | mäßiger Unterschied |
| 4 | beträchtlicher Unterschied |
| 5 | sehr großer Unterschied |
4.2.2 Farbmessgeräte
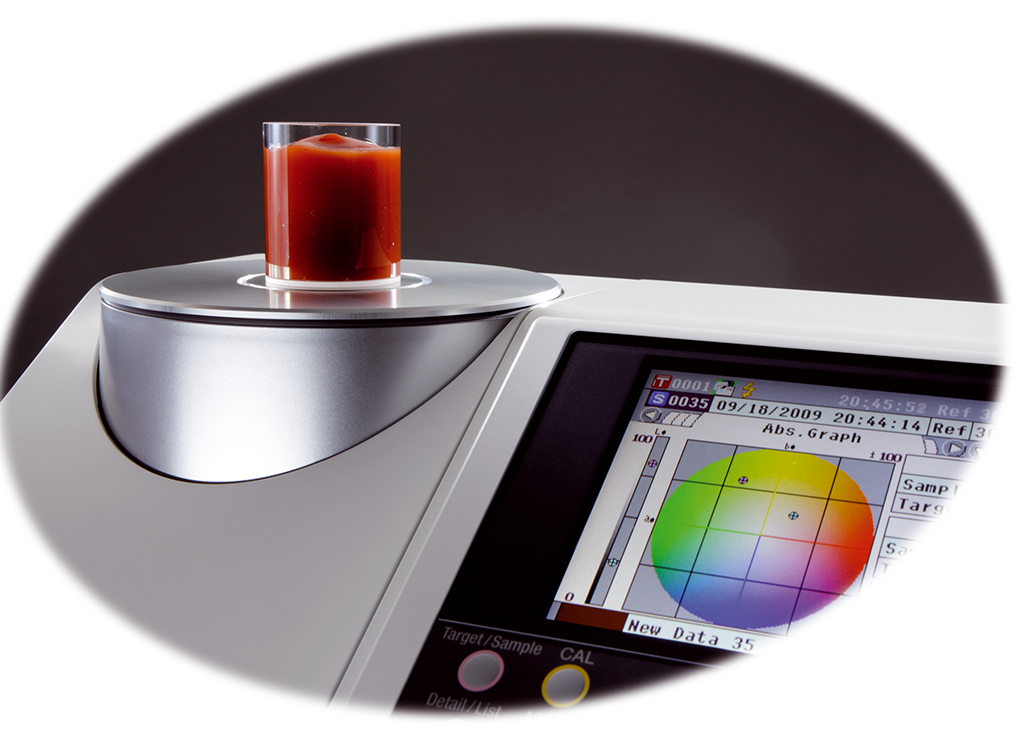
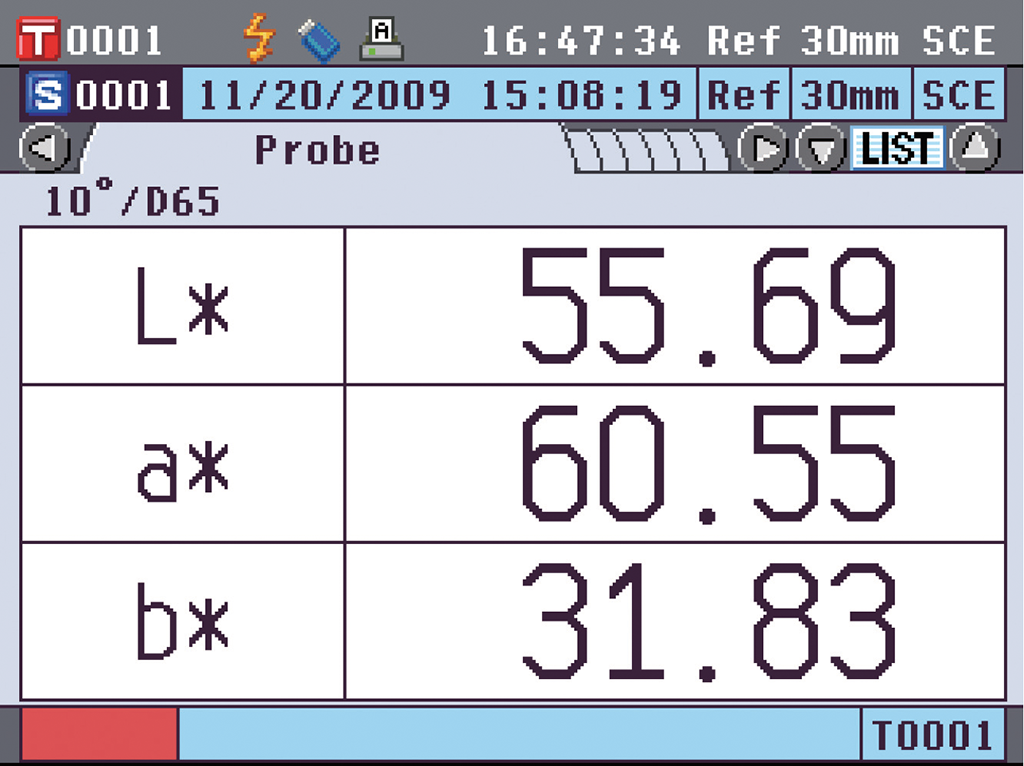
Während das menschliche Auge, trotz standardisierten Bedingungen, infolge seiner Subjektivität nicht optimal geeignet ist, Farben exakt zu messen, ist dies mit einem Farbmessgerät relativ einfach, denn es liefert numerische Ergebnisse (Vgl. Abbildung 3) basierend auf international genormten Farbstandards. Hinzu kommt, dass bei einem Messgerät Umfeldbedingungen und Beleuchtung stets konstant gehalten werden, was bei der Betrachtung mit dem Auge nicht immer der Fall sein kann, so dass mit Farbmessgeräten auch winzige Farbdifferenzen festgestellt werden können.


4.3 Dreibereichsverfahren
Das Dreibereichsverfahren, welches u.a. bei Colorimetern, Chroma-Metern Einsatz findet, beschreibt eine Technologie zur instrumentellen Farbmessung, die dem menschlichen Farbensehen nachempfunden wurde. Die Probe wird polychromatisch mit einer Lichtquelle, angepasst an eine Normlichtart, wie z.B. D65, beleuchtet. Die reflektierte oder bei transparenten Produkten transmittierte Strahlung wird durch drei Filter, die der menschlichen Farbempfindung (Grundfarben-Spektralwerte) angepasst sind, geleitet und anschließend von drei Photodetektoren gemessen. Die Messwerte entsprechen den Normfarbwerten X, Y und Z und können in empfindungsgemäße Farbmaßzahlen wie z.B. CIE L* a*, b* umgerechnet werden. Dreibereichsgeräte eignen sich gut zur Bestimmung von Farbunterschieden.
Nachteile: Festlegung auf eine einzige Normlichtart (meist D65) und einen Normalbeobachter (meist 10°); alle Teilnehmer einer Produktionskette müssen den gleichen Messgerätetyp (Hersteller) verwenden, da die Messwerte abhängig von der gerätespezifisch eingebauten Lichtquelle, von den 2° oder 10° Farbfiltern und von der integrierten Messgeometrie sind.
Vorteile: Die Messgeräte sind preisgünstig und lassen sich an spezielle Aufgaben anpassen; schneller Messvorgang (drei fotometrische Werte ohne Berechnung). (Vgl. Abbildungen 4 und 5)
| Abb. 4: Farbmessgerät nach Dreibereichsverfahren - Anwendungsbeispiel (Konica Minolta) | Abb. 5: Kombiniertes spektrales Farbmessgerät (Spektralphotometer) mit Reflektions- und Transmissions-Messgeometrie CM5 (Konica Minolta) |
4.4 Spektralverfahren
Auch das Spektralverfahren ist ausschließlich für die instrumentelle Farbmessung geeignet. Die Grundidee des Messprinzips besteht darin, dass jede zu messende Farbe als additive Mischung von Spektralfarben zu sehen ist. In einem Farbmessgerät nach dem Spektralverfahren (Spektralphotometer) zerlegt ein Monochromator das von der Probe reflektierte oder transmittierte sichtbare Licht spektral in kleine Wellenlängenbereiche (1 nm bis 20 nm). In diesen Bereichen wird die Strahlungsintensität in Abhängigkeit von der eingesetzten Messgeometrie ermittelt. Die Zerlegung des Lichts in einem Farbmessgerät kann entweder vor der Probe geschehen (monochromatische Beleuchtung, häufig bei Transmissionsfarbmessgeräten) oder nachdem es von der Probe reflektiert oder transmittiert wurde (polychromatische Beleuchtung, meist bei Reflektionsfarbmessgeräten). Wichtig ist, dass die polychromatische Lichtquelle stetig im sichtbaren Bereich zwischen 400 nm und 700 nm ist. Durch Kalibrierung und Justierung wird die beleuchtende Lichtquelle heraus gerechnet. Diese Remissions- oder Transmissionswerte charakterisieren die spektralen Eigenschaften der zu bewertenden Probe. Um zu den Farbwerten z.?B. nach CIELab zu kommen, werden rechnerisch die gewünschten Normlichtarten wie z.?B. D65, A oder F11 und Augenempfindlichkeiten (Normalbeobachter 2° oder 10°) mit einbezogen. Ein Beispiel für ein solches Gerät ist in Abbildung 5 dargestellt.
Nummerische Zahlenwerte, welche der visuellen Wahrnehmung entsprechen, werden als Ergebnis durch eine zusätzliche Software oder auf einem integrierten Display angezeigt. Zusätzlich können bei spektralen Farbmessgeräten die absoluten und differenten Reflektions- oder Transmissionseigenschaften im sichtbaren Bereich dargestellt werden. Spektralphotometer bieten eine hohe Messgenauigkeit und liefern absolute Farbdaten. Die Auswertung erfolgt unabhängig von der Messung. Es kann mit beliebigen Normlichtarten und Normalbeobachtern gearbeitet werden. Ihre Einsatzbereiche sind infolge der höheren Genauigkeit und der vielfältigeren Auswertungsmöglichkeiten größer als bei den Dreibereichsmessgeräten.
Tabelle 2 : Vergleich der drei Farbmessverfahren
| Verfahren | Sensor | Vergleichbarkeit |
| Gleichheitsverfahren | Menschliches Auge | Schlecht, da subjektiv und abhängig von Parametern wie Umgebungslicht und Kondition. Farbunterschiede verbal schwer zu beschreiben. |
| Dreibereichsverfahren | Optische Filter mit Photozellen | Mäßig, Festlegung auf eine einzige Normlichtart (meist D65) und einen Normalbeobachter (meist 10°). Genauigkeit abhängig von den eingesetzten Farbfiltern und Lichtquellen. Einsatz meist zur Messung von Farbdifferenzen. |
| Spektralverfahren | Spektralsensor bestehend aus optischem Gitter und Mehrbereichsphotozelle | Gut, alle Farbdaten werden aus den Spektraldaten berechnet. Hohe Genauigkeit, auch absolute Farbdaten können verglichen werden. Bestimmung von Metamerie bei unterschiedlichen Lichtarten. |
5. Messgeometrien
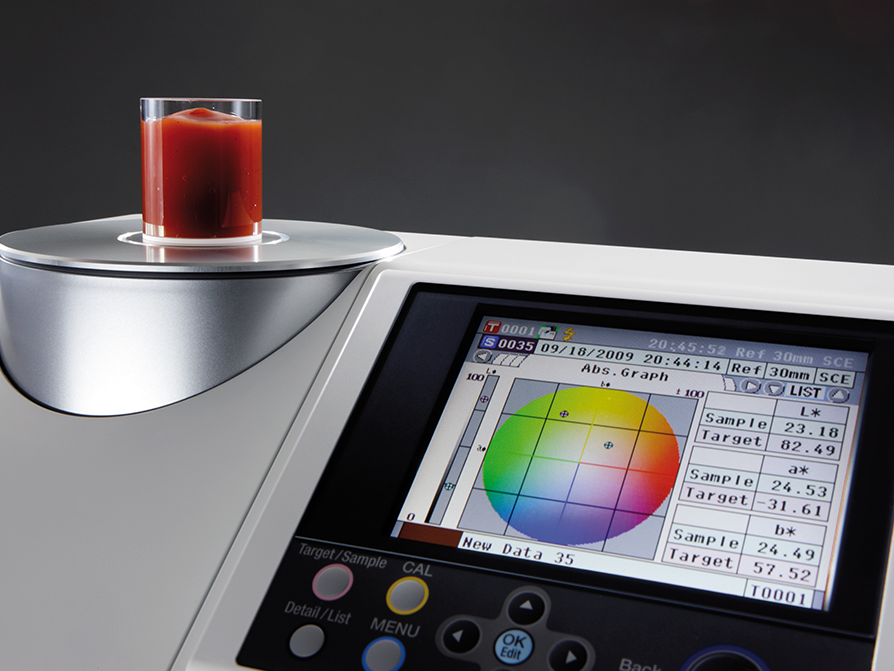
Da es in der Lebensmittelindustrie eine Vielzahl unterschiedlicher, farblicher Produkte in den unterschiedlichen Formen und Zuständen (fest, pastös, flüssig usw.) gibt, muss der Anwender entscheiden, welche Art von Messgeometrie, d.h. räumliche Anordnung von Licht, Prüfer/Messgerät und Prüfgut, die Richtige für seine Farbmessungen ist. Sie beeinflusst die Aussage von Messergebnissen wesentlich. Eine Fehlentscheidung würde später zu Problemen in der Beurteilung von Farbabständen führen, da Farbunterschiede in der Kommunikation mit Lieferanten und Abnehmern unterschiedlich interpretiert würden. Die eingesetzte Messgeometrie ist, der Aufgabenstellung entsprechend, zwischen allen Beteiligten zu vereinbaren. Man unterscheidet Messgeometrien für Reflektions-Messungen, wie die Messgeometrie 45°:0 und die Ulbrichtsche Kugel (d:8°) mit den Messverfahren mit Glanzeinschluss (di:8°) und mit Glanzausschluss (de:8°). Für Transmissions-Messungen empfiehlt sich entweder die Messgeometrie 0°:180° oder die Messung der Totaltransmission (di:180°) und der diffusen Transmission (de:180°). Die Art der verwendeten Messgeometrien ergibt sich aus der gewünschten Aussage des Messresultats. Um nicht für jede Anwendung ein separates Farbmessgerät zu beschaffen, bieten sich Kombinations-Farbmessgeräte an (z.B. Konica Minolta CM5; Abbildung 5).
6. Messdurchführung
Für die Vorbereitung und Durchführung der Farbmessungen werden u.a. auch Analysenwaagen, Messkolben und Vollpipetten zum Ansetzen einer Verdünnungsreihe benötigt. Für vergleich- und kommunizierbare Messwerte sind definierte Messroutinen notwendig. Die meisten Farbmessgerätehersteller bieten Erweiterungsmessmodule in Form von z.B. Probentischen für Reflexionsmessungen an Pulver, Pasten und Granulaten oder Transmissionszellenhalter für Messzellen und Glasküvetten an. Arbeitsanweisungen sind erforderlich, um die Vorgaben zur Messgeometrie, die verwendeten Normlichtarten und Normalbeobachter zu definieren. Ebenfalls ist vor jeder Messung eine Kalibrierung und Justierung der Farbmessgeräte durchzuführen und ein auf die Messaufgabe und das Messobjekt abgestimmtes/angepasstes Messsystem zu verwenden.
7. Elektronische Augen
7.1 Definition
Elektronische Augen sind analytische, u.a. auf Kameras basierende Instrumente, die mehrere sensorische Parameter des Aussehens eines Produktes häufig zeitgleich analysieren. Ermöglicht wird die objektive und reproduzierbare visuelle Beurteilung der Farbe, der Form und der visuellen Struktur- bzw. Textureigenschaften von Lebensmitteln unter standardisierten, kontrollierten Bedingungen. Da die Analyse die Beurteilung des kompletten Produktes umfasst, ist i.d.R. keine umfassende Probenvorbereitung erforderlich. Sämtliche o.g. visuellen Qualitätsparameter werden im gegenseitigen Kontext betrachtet und mit einem zuvor fixierten visuellen Qualitätsstandard verglichen. Die Rückverfolgbarkeit der Ergebnisse durch automatische Datenspeicherung ist Bestandteil des Verfahrens. Mit der Analyse des gesamten visuellen Erscheinungsbildes (Farbe und Form), decken diese Komplettsysteme die Kontrolle und Überwachung der visuell entscheidenden sensorischen Parameter ab.
7.2 Funktionsweise
Die Proben werden in einer verschließbaren Box unter konstanten Licht- und Messbedingungen analysiert. Zur Farbmessung werden kontinuierliche Aufnahmen mittels bildgebender Kolorimeter durchgeführt, die unebene oder komplexe Oberflächen messen, bunte Oberflächen in die Anteile der sichtbaren Farben aufteilen und Farbverteilungen bzw. Abweichungen bestimmen. Darüber hinaus erlauben diese Systeme mit ihrer hohen Abbildungsleistung die Messung von Größen und Formen und können Unregelmäßigkeiten im Vergleich zum Standard erfassen. Die Bildverarbeitung ermöglicht es, Kriterien wie Rundheit, Fläche und Oberfläche und Größenverhältnisse zu ermitteln. Die Übermittlung der Daten an ein entsprechendes Datenverarbeitungssystem mündet in verschiedene statistische Auswertungen (Hauptkomponentenanalyse, Faktoranalyse), grafische Ergebnisdarstellungen und Vergleiche verschiedener Produktparameter.
8. Anwendungsbereiche
Messgeräte zur instrumentellen Erfassung des Aussehens bzw. verschiedener das Aussehen bestimmender Parameter eignen sich sowohl in Prozessen zur Qualitätssicherung als auch im Bereich der Produktentwicklung, sofern es um den Vergleich von Produkten bzw. eine Konkurrenzanalyse geht. Besonders in der Qualitätssicherung sind optische Sensoren, bedingt durch ihre hohe Sensitivität und standardisierte Messverfahren, häufig in der Lage, humansensorische Analysen in ihrer Ergebnisqualität zu übertreffen. Die Anwendungsbereiche zur Produktprüfung erstrecken sich vom Wareneingang über die Verarbeitung bis hin zur Verpackung und Reklamationsbearbeitung. Sie umfassen Verfahren zur Fehlererkennung, zu Farbmonitoring und -kontrolle sowie zur Konformitätsüberprüfung mit definierten auf die Optik fokussierten Qualitätsstandards.
Konkrete Anwendungsbeispiele sind unter anderen:
- Überprüfung von optischen Qualitätsveränderungen im Zeitverlauf, z.B. MHD-Überwachung, Produktalterung (Vergrauung von Fleisch), Lagerungsbedingungen (grüne Stellen/Solanin bei falscher Kartoffellagerung)
- Kontrolle/Prüfung auf Anwesenheit spezifischer Inhaltsstoffe / Fremdstoffe
- Überprüfung der Farbstabilität natürlicher Farbstoffe im Vergleich zu synthetischen Farbstoffen während Zeit- und Temperaturveränderungen
- Überprüfung von Farbänderungen bei Verarbeitungsschritten, z. B. Kochen, Braten, Tiefkühlen, Backen (Bräunung bei Brot)
- Sortenzuordnung und Authentizitätsprüfung bei Rohwaren und Zutaten
9. Überblick über Anbieter (Auswahl)
Farbmessgeräte und optische Sensoren werden von einigen Unternehmen vertrieben. Tabelle 3 gibt einen Überblick über Anbieter im Lebensmittelbereich.
Tabelle 3: Überblick von Anbietern optischer Sensoren (Auswahl)
| Unternehmen | Produkte/ Anwendungsbereiche |
|---|---|
| Normgerechte Farbmessgeräte | |
| Konica Minolta www.konicaminolta.eu | - Farbmessgeräte - Spektralphotometer (stationär/portabel) - Dreibereichsgeräte wie z. B. Chroma-Meter, Color Reader |
| HunterLab www.hunterlab.de | - Farbmessgeräte - Spektralphotometer (stationär/portabel) - Dreibereichsgeräte - Inline bzw. Online Farbmessgeräte |
| ColorLite GmbH www.colorlite.de | - Farbmessgeräte - Spektralphotometer (stationär/portabel) - Inline bzw. Online Farbmessgeräte |
| X-Rite www.xrite.com | - Farbmessgeräte - Spektralphotometer (stationär/portabel) - Dreibereichsgeräte - Inline bzw. Online Farbmessgeräte |
| Kamerasysteme (elektronische Augen) | |
| VeriVide www.verivide.com | - DigiEye, elektronisches Auge |
| Alpha MOS www.alpha-mos.com | - IRIS VA 400, elektronisches Auge |
10. Zusammenfassung und Ausblick
Zusammenfassend ist festzuhalten, dass neben Geruch, Geschmack und Textur insbesondere die Optik eine entscheidende Rolle bei der Qualitätsbeurteilung von Lebensmitteln durch den Verbraucher einnimmt. Wenngleich allein der Mensch in der Lage ist, bedingt durch die Verknüpfung der Sinneseindrücke im Gehirn und durch sein Erfahrungswissen, ein umfassendes ganzheitliches sensorisches Prüfergebnis zu liefern, bieten optische Sensoren zur Beurteilung des Aussehens von Produkten ergänzend v.?a. auch bedingt durch ihre hohe Messempfindlichkeit, Objektivität und Verlässlichkeit besonders der Lebensmittelverarbeitung wichtige Einsatzmöglichkeiten in der Qualitätssicherung und Produktentwicklung.