Produkttrends und Entwicklung der sensorischen Qualität von Tiefkühlgemüse
DLG-Expertenwissen 12/2015
Autoren:
B. Sc. Melanie Orth
Studentin Hochschule Fulda
Melanie-Orth@web.de
Bianca Schneider-Häder
DLG-Fachzentrum Lebensmittel
Sensorik@DLG.org
In Zusammenarbeit mit dem DLG-Ausschuss Sensorik.

Einleitung
Tiefkühlprodukte haben einen festen Platz in der heutigen Ernährung. Ihre Beliebtheit ist vor allem durch den hohen Convenience Charakter bedingt. Sowohl sozio-demografische Faktoren, als auch veränderte Alltagsstrukturen und Wertevorstellungen begünstigen die steigende Nachfrage nach diesen Produkten. Die sensorische Qualität hat einen wesentlichen Einfluss auf den Konsum der Erzeugnisse durch die Verbraucher. Die nachfolgenden Ausführungen sollen einen Einblick in das Qualitätsniveau der Produkte geben, die sensorischen Fehler im Detail aufzeigen und die technologischen Ursachen sowie Maßnahmen zur Fehlervermeidung darstellen. Die Basisdaten wurden den Ergebnissen der internationalen DLG-Qualitätsprüfungen für Convenienceprodukte entnommen.
2. Grundlagen zur Herstellung
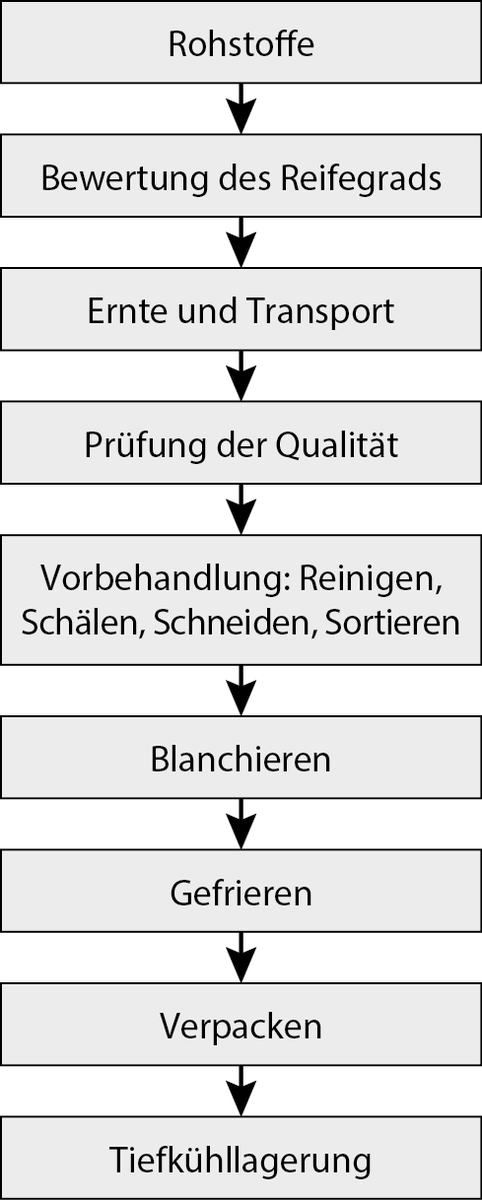
In Abbildung 1 werden die einzelnen Schritte der Herstellung von Tiefkühlgemüse dargestellt, auf welche im Folgenden eingegangen wird. Da beim Gemüse der Stoffwechsel auch nach der Ernte weiterhin abläuft, ist eine schnelle Verarbeitung notwendig [Sista et al. 1997]. Hierfür dürfen jedoch nur einwandfreie Produkte und Rohstoffe verwendet werden, da eine Verbesserung der Ausgangsqualität durch die Verarbeitung nicht ermöglicht werden kann [Canet Parreno und Álvarez Torres 2011]. Vor der eigentlichen Haltbarmachung des Gemüses werden nahezu alle Gemüsesorten blanchiert. Dies erfolgt durch eine kurze Behandlung des Gemüses in Wasserdampf oder im Wasserbad bei 80 bis 100 °C für 2 bis 8 Minuten [Rimbach et al. 2010]. Beim Blanchieren mit Wasserdampf kann der Verlust an wasserlöslichen Substanzen reduziert werden, allerdings dauert diese Behandlung 20 bis 40 % länger als das Blanchieren im Wasserbad [Torreggiani et al. 2000]. Die Dauer und die Höhe der Temperaturen während des Blanchierens sind abhängig vom jeweiligen Produkt sowie dessen Größe und des Reifegrades [Canet Parreno und Álvarez Torres 2011]. Das Blanchieren des Gemüses dient der Inaktivierung der Enzyme, der Entfernung des Sauerstoffes aus den Zellzwischenräumen und der Abtötung von Mikroorganismen [Rimbach et al. 2010; Canet Parreno und Álvarez Torres 2011; Ternes 2011]. Hierbei können jedoch auch negative Auswirkungen auftreten. Durch eine längere Erhitzung kann eine weiche Konsistenz vor allem durch die ß-Eliminierung bewirkt werden [Sila et al. 2006]. Durch diese werden die 1,4-α-glykosidisch verknüpften Galacturonsäuren des Pektins aufgespalten, welches im Wesentlichen für die Festigkeit der pflanzlichen Zellwände verantwortlich ist.
Neben der ß-Eliminierung sorgen auch enzymatische Prozesse sowie die saure Hydrolyse für Veränderungen der Konsistenz [Van Burrenhout et al. 2009]. Somit verändert sich während der thermischen Prozesse der Veresterungs- und Polymerisationsgrad und folglich auch die Löslichkeit des Pektins [Greve et al. 1994; Sila et al. 2006]. Neben den Veränderungen der Textur können auch Veränderungen der Farbpigmente auftreten. So kann durch das Blanchieren und die auftretende Gewebsverdichtung eine Farbvertiefung stattfinden [Ternes 2011]. Dies ist jedoch abhängig vom vorhandenen pH-Wert, den voliegenden Temperaturen und der Intaktheit des Gewebes. Chlorophylle sind anfällig für eine chemische sowie enzymatische Degradierung während der Erhitzung. Diesbezügliche Verluste sind bereits bei einem Abbau von 20 % bei Erbsen ersichtlich [Kidmose et al. 2002; Ternes 2011]. Carotinoide hingegen sind je nach thermischer Behandlung stabil. Durch den hydrophilen Charakter der Anthocyane können Verluste sowie thermisch und enzymatisch bedingte Veränderungen auftreten. Zudem ist der pH-Wert entscheidend für die Stabilität der Anthocyane [Brouillard 1981; Marx et al. 2003]. Durch die Bildung von Peroxidradikalen kann das Bleichen der Farbpigmente einhergehen, da die Doppelbindungen aufgespalten werden, was zum Verlust der Farbigkeit führt [Belitz et al. 2008]. Weiterhin können Verluste von wasserlöslichen Substanzen auftreten, wovon vor allem die Aromen und Geschmacksstoffe in negativer Weise beeinflusst werden.
Beim Tiefgefrieren der Gemüseprodukte ist die Einfriergeschwindigkeit entscheidend. Ein langsames Einfrieren fördert die Zerstörung der Zellstruktur, da die Eiskristalle, welche in den Zellzwischenräumen gebildet werden, eine Deformation bewirken. Der Gefrierprozess setzt in den Zellzwischenräumen ein, da dort die Menge an gelösten Substanzen geringer als innerhalb der Zelle ist [Zaritzky 2000]. Hierdurch bewirkt das osmotische Konzentrationsgefälle die Diffusion von Wasser in die Zellzwischenräume.
Extrazellulär steht dadurch mehr Wasser zur Eisbildung zur Verfügung. Wenn Eiskristalle gebildet wurden, verringert sich die Gefriertemperatur der Restlösung durch die aufkonzentrierte Menge an gelösten Substanzen. Die Konzentration dieser Salze oder auch der Saccharide ist im Temperaturbereich bis – 10 °C am größten, daher finden hierbei auch die größten physikalischen und chemischen Veränderungen statt [Reid 1993; Chambers 2011]. Durch hohe Einfriergeschwindigkeiten kann jedoch auch die innere Spannung ansteigen und dadurch den Bruch der Produkte verursachen. Grundsätzlich eignet sich das schnelle Einfrieren besser, da dort auch das intrazelluläre Wasser früher gefriert und folglich die Diffusion in den interzellulären Raum reduziert werdenn kann. Wird das Gemüse vor dem Gefrieren blanchiert, sind die osmotischen Barrieren für das Eiskristallwachstum im Vergleich zu unbehandeltem Gewebe verändert, so dass die Texturverluste bei blanchierten und anschließend gefrorenen Produkten größer sein können [Reid 1993].
Grundsätzlich beeinflussen die Lagerdauer, Temperaturfluktuationen und die Gefriertemperatur die Qualität der gelagerten Produkte. Während der Tiefkühllagerung führen die Rekristallisationsprozesse zu einer reduzierten Oberflächenenergie und durch das Anwachsen der Eiskristalle zur Erweichung der Textur [Fennema et al. 1973; Pham und Mawson 1997]. Diese Rekristallisationsprozesse finden jedoch nicht bei Temperaturen unter -10 °C statt [Canet Parreno und Álvarez Torres 2011]. Die Wasserdampfsublimation kann bei Temperaturfluktuationen auftreten und hierdurch die Austrocknung des Gemüses bewirken [Pham und Mawson 1997]. Der Wasserdampf tendiert dazu, sich von einem Ort mit hohem Dampfdruck zu einem Ort mit niedrigem Dampfdruck zu bewegen. Da die Verpackung den Temperaturen in einem Raum schneller folgt als das Produkt selbst, ergibt sich bei steigenden und anschließend fallenden Temperaturen eine generelle Tendenz des Wasserdampfs, sich in dem leeren Raum zwischen Produkt und Verpackung anzusammeln [Pham und Mawson 1997]. Zudem können chemische und enzymatische Reaktionen die Veränderungen der Produkte auch bei tiefen Temperaturen bewirken [Zaritzky 2000].
3. Methoden
Die Ergebnisse der Produktverkostungen im Rahmen der DLG-Qualitätsprüfungen, welche jährlich durchgeführt werden, dienten als Grundlage zur Ermittlung der sensorischen Fehler und der statistischen Auswertung der Fehlerentwicklung im 4-Jahresvergleich. Die Analyse der Entwicklung der sensorischen Fehler in den Jahren 2010 bis 2013 basiert auf der Fokussierung der Fehler, die im Mehrjahresvergleich kontinuierlich auftreten und mindestens 3 % der Produkte betreffen.
Ergänzend dazu wurden Experteninterviews mit Branchenvertretern durchgeführt, die Aufschluss über aktuelle Qualitätsprobleme und zukünftige Herausforderungen geben sollten.
4. Ergebnisse
Eine Analyse des Produktangebots zeigt, dass Bio-Produkte, multi-kulturelle Variationen und verringerte Portionsgrößen die aktuellen Produkttrends im Bereich des Tiefkühlgemüses darstellen. Die Auswertungen der DLG-Qualitätsprüfungen im Zeitraum von 2010 bis 2013 bestätigen das hohe Qualitätsniveau der Tiefkühlgemüseerzeugnisse, da nahezu alle Fehler rückläufig sind. Insgesamt treten die meisten Fehler in diesem Zeitraum in den Prüfmerkmalen der „äußeren Beschaffenheit im gefrorenen Zustand“ und in „Aussehen, Farbe, Zusammensetzung im verzehrsfähigen Zustand“ auf. Tab. 1 zeigt eine Übersicht der häufigsten Fehler im betrachteten Zeitraum.
Tabelle 1: Übersicht der häufigsten Produktfehler bei Tiefkühlgemüse in den einzelnen Bewertungsbereichen
| Prüfmerkmale mit den häufigsten Fehlernennungen | Häufigste Fehler |
| Äußere Beschaffenheit im gefrorenen Zustand/ Aussehen, Farbe, Zusammensetzung im verzehrsfähigen Zustand | Gefrierbrand, Putzfehler, ungleichmäßige Farbe, Beschädigung (Bruchanteil) zu hoch, Flecken/Stippen, Eis- und Schneebildung, Materialauswahl mangelhaft |
| Konsistenz | weich/schwammig, zu fest, zäh/schalig, zu trocken/mehlig |
| Geruch und Geschmack | dumpf/muffig, charakteristischer Geruch fehlt, charakteristischer Geschmack fehlt, zu bitter |
5. Diskussion
Durch die Analyse der aufgetretenen Fehler wird ersichtlich, dass mangelnde Sorgfalt während der Herstellung oder Veränderungen während der Gefrierlagerung Abweichungen der sensorischen Qualität bewirken. Sowohl Putzfehler, eine weiche Konsistenz als auch ein dumpfer Geschmack können durch optimierte Herstellungsverfahren verhindert werden. Zudem kann angenommen werden, dass eine ausreichende Prüfung innerhalb der Produktion zur Reduktion der Fehler führen könnte. Besonders die Rohstoffqualität ist jedoch ein entscheidendes Kriterium. So kann sich durch unbeeinflussbare klimatische Parameter, wie Regen oder Temperatur, die sensorische Qualität verändern, wodurch die Prozesse permanent auf das Produkt angepasst werden müssen [Schmidt 2014].
5.1 Prüfmerkmal „Äußere Beschaffenheit im gefrorenen Zustand/Aussehen, Farbe, Zusammensetzung im verzehrsfähigen Zustand“
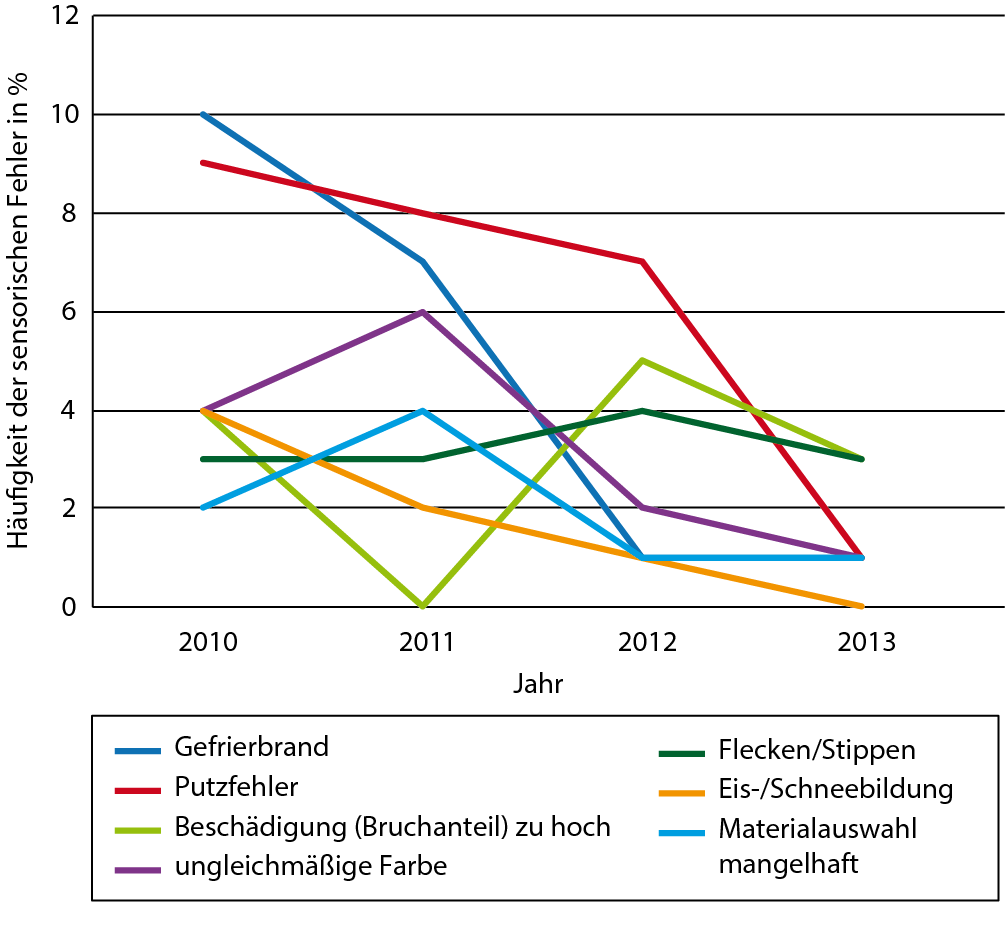
Eine grafische Übersicht der häufigsten Fehler in den Prüfmerkmalen „Äußere Beschaffenheit im gefrorenen Zustand/Aussehen, Farbe, Zusammensetzung im verzehrsfähigen Zustand“ kann der Abbildung 2 entnommen werden. Der Gefrierbrand betraf 2010 einen Anteil von 10 % der Produkte und kann durch undichte oder wasserdampfdurchlässige Verpackungen sowie Temperaturfluktuationen auftreten. Sichtbar wird dieser Fehler durch Farbveränderungen an der Oberfläche, welche eine hellere, opake Färbung zeigt [Fennema et al. 1973]. Beheben lässt sich dies, indem eine wasserdampfundurchlässige und mechanisch stabile Verpackung gewählt wird. Allerdings können auch Austrocknungsreaktionen bei einer intakten Verpackung auftreten, wodurch sich durch Temperaturfluktuation der migrierende Wasserdampf als Eis auf dem Produkt absetzt [Pham und Mawson 1997]. Neben dem Gefrierbrand traten Putzfehler im Jahr 2010 verstärkt auf, sind in den darauffolgenden Jahren jedoch rückläufig. Die Kontamination der Rohware kann durch die starke Mechanisierung bei der Ernte erklärt werden und stärkere Kontrollen notwendig machen [Grandison 2012]. Der Bruch von Gemüseprodukten tritt zudem wiederkehrend auf und kann nicht als rückläufig bezeichnet werden. Schnelle Einfriergeschwindigkeiten und tiefe Temperaturen können als Ursache genannt werden.
Dadurch, dass die Oberfläche schneller gefriert und die inneren Bereiche an der Ausdehnung gehindert werden, steigt die innere Spannung an und kann den Bruch der Produkte bewirken. Eine Möglichkeit dies zu verhindern, stellt ein vorheriges Kühlen dar, wodurch die Temperaturdifferenzen kleiner werden und sich das Zentrum des Gemüses bereits zu einem früheren Zeitpunkt ausdehnt [Hung 1997]. Die Erhaltung der Farbe ist weiterhin von wichtiger Bedeutung, da es das Erste ist, was der Kunde wahrnimmt [Riemann 2014]. Gerade chlorophyllhaltiges Gemüse ist jedoch anfällig für Farbveränderungen, sowohl während der Verarbeitung, als auch bei der anschließenden Lagerung [Oruna-Concha et al. 1997].
Besonders durch die Aktivität der Lipoxygenase und die Autoxidation können die gebildeten Peroxidradikale die Bleichung der Carotinoide und Chlorophylle bewirken [Belitz et al. 2008]. Zudem sind Anthocyane bei einer Schädigung der Zellstruktur anfällig für Veränderungen. Die Bildung von Flecken wird durch die Polyphenoloxidase bewirkt, welche jedoch während des Blanchierens inaktiviert wird. Da der Erhitzungsschritt häufig jedoch erst nach der Zerkleinerung erfolgt, kann durch die vergrößerte Oberfläche der zerkleinerten Produkte eine enzymatische Bräunung verursacht werden. Ein ausreichendes Blanchieren, der weitgehende Ausschluss von Sauerstoff, der Zusatz von Ascorbinsäure und eine optimale Rohstoffauswahl können wesentlich dazu beitragen, diesen Fehler zu verhindern [Belitz et al. 2008].
5.2 Prüfmerkmal „Konsistenz“
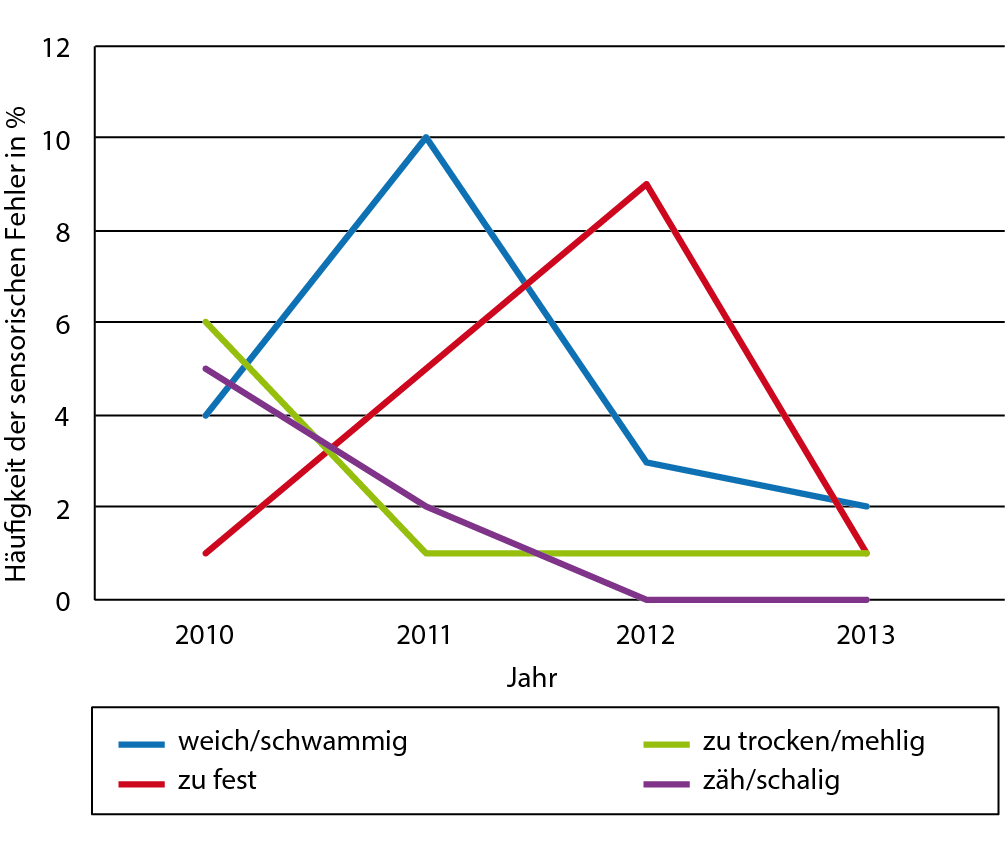
Die Abbildung 3 gibt einen Überblick über die häufigsten Fehler im Prüfmerkmal „Konsistenz“ im Untersuchungszeitraum. Die marktgerechte Produktion kann hierbei Unterschiede in der Konsistenz bewirken, da ältere Menschen weichere Produkte und jüngere Personen festere Produkte bevorzugen, was jedoch bei der Prüfung durch Experten nicht berücksichtigt werden kann [Jansen 2014]. Zu feste und weiche/schwammige Produkte stellen hierbei die größten Fehler dar. Zu weiche Produkte lassen sich auf eine Vielzahl von mangelhaften Prozessparametern zurückführen. Ungeeignete Blanchierbedingungen, wie z. B. ein zu langes Erhitzen und zu hohe Temperaturen können den Fehler verursachen. Langsame Einfriergeschwindigkeiten und die Rekristallisation nehmen einen negativen Einfluss auf die Konsistenz. Im umgekehrten Fall kann eine zu feste Struktur durch einen zu kurzen Erhitzungsschritt oder eine Vorbehandlung des Gemüses auftreten. Bei einer Erhitzung auf 60 °C wird die Aktivität der Pektin-Methylesterase erhöht, und durch die Abspaltung der Methylgruppen werden die Carboxylgruppen freigelegt. Diese können sodann mit freien Calcium-Ionen Komplexe eingehen, wodurch die Festigkeit des Produktes zunimmt [Ternes 2011].
Zu trockene, aber auch zu zähe Produkte lassen sich auf Verluste der Feuchtigkeit während der Lagerung zurückführen. Fehler dieser Art können folglich mit Gefrierbrand einhergehen oder gemeinsam mit der Eisbildung auf dem Produkt auftreten. Insgesamt wird die thermische Behandlung in der Industrie als ein Risiko für die sensorische Qualität angesehen [Riemann 2014; Schmidt 2014].
5.4 Prüfmerkmal „Geruch und Geschmack“
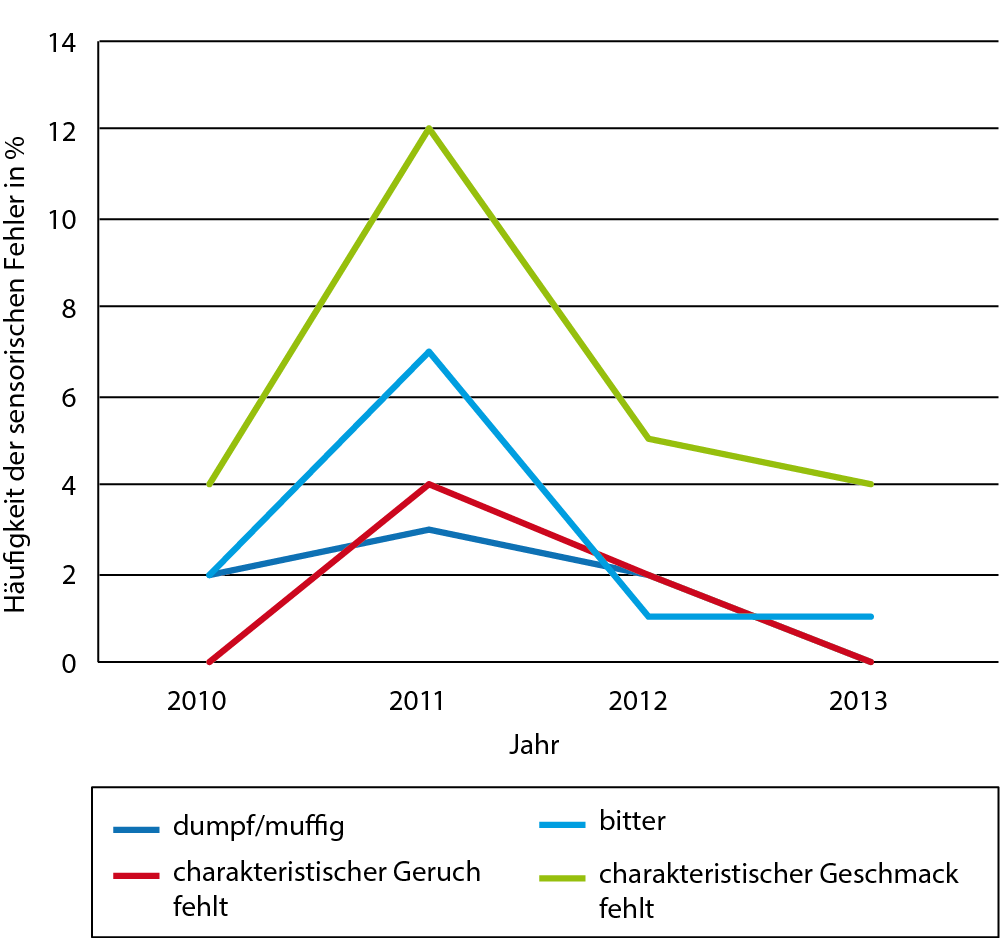
In Abbildung 4 werden die häufigsten Fehler in Bezug auf Geruch und Geschmack dargestellt. In diesen Prüfmerkmalen können alle Fehler als rückläufig bezeichnet werden. Es ist jedoch auffällig, dass Fehler des Geschmacks häufiger als die des Geruchs auftreten. Sowohl der charakteristische Geschmack, als auch der Geruch verlaufen ähnlich, was dadurch begründet ist, dass die Aromen häufig aus den Geschmacksstoffen hervorgehen [Ponce-Alquicira 2004]. Erklären lässt sich dieser Verlust u.a. durch die höheren Temperaturen während des Blanchierens und den hydrophilen Charakter sowohl der Geschmacks- als auch der Geruchsstoffe. Weiterhin sind auch enzymatische Reaktionen und Veränderungen der Struktur aufgrund thermischer Prozesse entscheidend [Poll et al. 2006]. Umso wichtiger ist es, dass spezielle Erhitzungs- und Behandlungsmethoden auf die einzelnen Gemüsesorten abgestimmt werden. Allerdings kann auch durch die Inaktivierung der Enzyme die Entwicklung charakteristischer Aromen und Geschmacksstoffe unterbunden werden [Baarset und Slinde 1983; Baltes und Matissek 2011].
Ein dumpfer und muffiger Geruch lässt sich u. a. auf die Austrocknung des Gewebes und eine verstärkte Oxidation der ungesättigten Fettsäuren zurückführen. Die Lipoxygenase ist das Hauptenzym, welches zu einer Fehlaromen-Entwicklung führt und besonders in Erbsen, Bohnen und Kartoffeln enthalten ist [Velasco 1989; Baysal und Demirdöven 2005]. Durch die Aktivität dieses Enzyms werden aus ungesättigten Fettsäuren Hydroperoxide gebildet, welche bei deren Abbau flüchtige Substanzen wie Hexanal ergeben. In geringen Mengen ist dieses für das charakteristische Aroma der Tomaten verantwortlich, in größeren Mengen bewirkt es jedoch ein muffiges Fehlaroma [Belitz et al. 2008]. Durch eine modifizierte, sauerstoffundurchlässige und mechanisch stabile Verpackung sowie durch einen ausreichenden Erhitzungsschritt lässt sich dieser Fehler reduzieren. Ein zu bitterer Geschmack kann bei unreifen Produkten auftreten [Ternes 2011]. Reduziert wird dieser während des Blanchierens und durch die Entfernung der Randschichten [Lin und Brewer 2005].
Bei nicht ausreichender Inaktivierung der Enzyme können diese die Synthese von weiteren bitteren Substanzen während der Lagerung bewirken [Lafuente 1996; Kreutzmann et al. 2008]. Weiterhin kann bei geschädigtem Gewebe die Proteolyse einen Anstieg an Aminosäuren und in Folge durch die Hydrophobizität der Aminosäuren-Seitenketten einen bitteren Geschmack bewirken [Ponce-Alquicira 2004; Belitz et al. 2008].
5.4 Schlussfolgerung
Die Analyse der Ergebnisse aus den DLG-Qualitätsprüfungen im 4-Jahresvergleich zeigt, dass die meisten Fehler im betrachteten Zeitraum rückläufig sind. Auch durch Gespräche mit mehreren Experten aus der Industrie wird das allgemeine hohe Qualitätsniveau der Produkte bestätigt [Jansen 2014; Riemann 2014; Ullmann 2014]. Trotzdem kann angenommen werden, dass ein erneutes Auftreten der Fehler durch die Vielzahl an unterschiedlichen Produkten, welche bei den DLG-Qualitätsprüfungen sensorisch geprüft werden, möglich ist. Zudem können veränderte Verfahren neue Fehler bewirken. Nichtsdestotrotz ist der wichtigste Einflussfaktor die Rohware selbst. So haben der Reifegrad und die Zeit zwischen Ernte und Verarbeitung einen erheblichen Einfluss auf die verarbeitete Produktqualität, welche selbst bei optimierter Prozessführung nicht verbessert, sondern nur aufrecht erhalten werden kann. Eine kontinuierliche Anpassung der Prozesse und die permanente Optimierung der Rohstoffqualität durch modifizierte Anbau- und Erntemethoden sind somit unumgänglich.
Literatur
Die verwendete Literatur kann bei den Autoren angefordert werden.