Food Fraud Teil 3 - „Empathie für den Täter“: ein mächtiges Werkzeug zur Abwehr und wirksamen Prävention von Lebensmittelverfälschungen
DLG-Expertenwissen 03/2022

Autor:
- Dr. Andreas Müller, Selbstständiger Experte für Lebensmittelsicherheit und Risikoprävention
Telefon: +49 162 320 7692,
Andreas.Mueller@stem-in-foodsafety.de
www.stem-in-foodsafety.de
Hintergrund
„Food Fraud“ ist und bleibt ein wichtiges Thema in der Lebensmittelverarbeitung. Ergänzend zu den bereits erschienen DLG-Expertenwissen „Food Fraud Teil 1, 11/2018“ und „Food Fraud Teil 2, 3/2022“ soll mit diesem Teil 3 nunmehr das Profil der „Täter“ in den Fokus gerückt werden.
Lineare Systeme zur Abwehr von Food Fraud stellen in der Regel ab auf das Kaskadieren etablierter Standards „rückwärts“ in die Wertschöpfungskette hinein. Die relevanten Standards verlangen dann eine Kontrolle der Vorlieferanten sowie Vulnerabilitätsanalysen für bezogene Waren. Werkzeuge zur Kontrolle sind Audits zur Überprüfung von Prozessen und Systemen sowie Sensorik und Laboranalytik zur Überprüfung von Waren.
Zweifelsohne sind die etablierten Wege wirksam und nützlich, sie lassen jedoch auch Lücken, die es mit indirekten Methoden zu schließen gilt. Lebensmittelverfälschungen aus dem „dubiosen Food Fraud Quadranten“ lassen sich so kaum abfangen, obwohl u. U. ein erheblicher wirtschaftlicher Schaden entsteht wenngleich oft ohne mediale Aufmerksamkeit. Verfälschungsaktivitäten können in den Täterbetrieben sehr unterschiedlich organisiert sein, so dass die „Empathie für den Täter“ ein mächtiges Werkzeug zur Abwehr und wirksamen Prävention darstellt. Eingebettet in reguläre Audit-Tätigkeiten lassen sich bei entsprechender Vorbereitung wichtige Zusatzinformationen gewinnen, die für eine Härtung der Abwehr- und Präventionssysteme geeignet sind.
Die Publikation richtet sich an Unternehmen, die ihre Lieferanten besser einschätzen wollen. Sie kann aber auch verwendet werden, um mögliche Risiken im eigenen Unternehmen zu erkennen und geeignete Gegenmaßnahmen zu ergreifen.

„Disclaimer“
In der vorliegenden Publikation werden Gier, negativer Erfindergeist und kriminelle Energie als zentrale Elemente der Kundentäuschung in der Lebensmittel-Wertschöpfungskette thematisiert. Es handelt sich bei Food Fraud – Lebensmittelverfälschung – aber um Taten von Einzelpersonen, einzelnen Unternehmen oder kleinen Gruppen. Gleichwohl haben auch Einzelfälle das Potenzial, eine komplette Branche, einen Industriezweig, ganze Regionen oder Länder in den Augen der Verbraucher zu diskreditieren. Dem Autor ist bewusst, dass unlauter arbeitende Unternehmen und Gruppen lediglich einen verschwindenden Anteil an der Gesamtheit der Lebensmittelindustrie ausmachen, auch wenn sich diese Publikation inhaltlich genau auf diese Minderheit konzentriert.
Das Spektrum tatsächlicher und möglicher Verfälschungen von Lebensmitteln und Vorstufen hiervon ist immens breit. Jede Aufzählung wäre unvollständig. Daher kann nachfolgend keine allgemeine „Anleitung“ gegeben werden, wie im individuellen Fall eine wirksame Aufklärung von Indizien und resultierend die Abwehr von Food Fraud aufzusetzen sind. Basierend auf einer größeren zweistelligen Zahl aufgeklärter Food Fraud „Fälle“ (nicht publiziert) können jedoch gezielte Hinweise aufgezeigt werden, welche Szenarien Food Fraud begünstigen und welche Indizien hiermit einher gehen.
Einführung
Für einen Überblick über das Thema Lebensmittelkriminalität wird auf den ersten Teil dieser Serie von Expertenwissen verwiesen.1 Die vorliegende Publikation baut in Teilen auf diesen Inhalten auf.
Es ist festzustellen, dass sich die Fachwelt unter immensem Einsatz von Zeit und Ressourcen dem Aufspüren von Lebensmittelverfälschungen mit immer anspruchsvolleren und neuen sensorischen und analytischen Methoden widmet. Dies ist gut und richtig, und insbesondere die ungerichteten „non-targeted“ Ansätze sowohl in den chemisch-physikalischen Bereichen als auch in den molekularbiologischen Methoden werden viele der Lücken und Schlupflöcher schließen können, die heute noch bestehen oder denen meist aus Kostengründen mit kombinierten gerichteten Methoden nicht vollständig begegnet werden kann.
Nahezu allen diesen Ansätzen ist ihr Abwehrcharakter gemeinsam. Das heißt, eine Verfälschung muss erfolgt sein, damit die Methode ein Ergebnis liefern kann, welches in einen kontinuierlichen Verbesserungsprozess einfließen kann. Der Präventionsgedanke erwächst aus der Erwartung, dass die Möglichkeit der sensorisch-technischen Aufdeckung einer Lebensmittelverfälschung (und den daraus erwachsenen Konsequenzen) Abschreckungspotenzial besitzt und Wiederholungstaten verhindert.
Auf der Prozess-Seite finden die in den einschlägigen Standards verankerten Vulnerabilitätsanalysen Anwendung, welche Preis-, Margen- und Verfügbarkeitsinformationen für Waren kombinieren mit Umfeld-Daten für die jeweiligen Lieferanten. Das abgeleitete Risiko für eine Verfälschung wird dann u. a. in einen sensorisch-analytischen Prüfplan übersetzt, dessen Anwendung die gewünschte Sicherheit gegenüber Verfälschungen bringen soll.
So gut, schlüssig und konsistent dieses Abwehrsystem auch ist, es beinhaltet eine starke Simplifizierung der Täterseite und beraubt sich damit der Möglichkeiten, Präventionsmaßnahmen auch dort wirksam zu implementieren, wo Laboranalytik an ihre Grenzen stößt: im „dubiosen“ Food Fraud Quadranten 2 (siehe Abbildung 1, Prozess-Manipulation ohne Sicherheitsrisiko). Auch führen nicht zutreffende Annahmen bezüglich der Tätermotivation (die oft unterstellte „Bereicherungsabsicht“ ist durchaus nicht immer der Treiber) in Kombination mit nicht immer robusten Labor-Methoden zu eklatanten Fehleinschätzungen, die vielleicht in dieser Form nicht ihren Weg in die Medien finden, gleichwohl aber das Vertrauen in etablierte Systeme (unnötigerweise) nachhaltig erschüttern.
Dieses Vertrauen in etablierte Systeme zu schützen aber gleichzeitig die Komplexität der Täterwelt zu entschlüsseln, um hiermit die verfügbaren Werkzeuge gegen Food Fraud erheblich zu ergänzen, ist Anliegen der vorliegenden Publikation. Es werden sich darüber hinaus Empfehlungen ableiten lassen, mit denen Verträge mit Vorlieferanten sicherer gestaltet werden können. Dieses besonders in den Bereichen, die durch Aktivitäten im „dubiosen“ Quadranten gefährdet sind.
1 https://www.dlg.org/de/lebensmittel/themen/publikationen/expertenwissen-sensorik/food-fraud-lebensmittelverfaelschungen
2 https://www.dlg.org/de/lebensmittel/themen/publikationen/expertenwissen-sensorik/food-fraud-teil-2-lebensmittelverfaelschungen
Der „dubiose“ Food Fraud Quadrant
Wir wollen an dieser Stelle die verschiedenen Kategorien von Food Fraud in Erinnerung rufen und den „dubiosen“ Quadranten noch einmal herausstellen. Dies erscheint sinnvoll, da der „dubiose“ Quadrant diejenigen Fraud-Möglichkeiten zusammenfasst, bei denen die Laboranalytik nicht als Entscheidungsgrundlage und nicht als alleiniger Indizienlieferant herangezogen werden kann.
Es ist zu vermuten, und mehrere aufgeklärte aber nicht medial verwertete Fälle scheinen dies zu belegen, dass in diesem Quadranten systematisch in relativer Sicherheit vor Enttarnung getäuscht wird.
Die vorgenommene Einteilung von Food Fraud in die unterschiedlichen Kategorien ist in dieser Form zwar willkürlich, hat sich aber bewährt.


Es erfolgt eine gedankliche Trennung zwischen Prozess- oder Produktmanipulation. Diese kann widerspruchs- und überlappungsfrei vorgenommen werden. Die Grenzen zwischen Manipulationen mit oder ohne Sicherheitsrisiko für den konsumierenden Menschen sind hingegen fließend. Kombinationen aus Produkt- und Prozessmanipulation sind denkbar und werden in der Praxis immer wieder auch aufgedeckt (z. B. Verkürzung von Reifezeiten und Einsatz künstlicher Fermentationsbeschleuniger in Kombination mit chargen-bezogener Dokumentenmanipulation zum „Nachweis“ einer nominalen wertgebenden Reifezeit). Jede Fraud-Aktivität kann also zerlegt werden in einen prozessualen Anteil und einen Anteil, der mit dem Produkt verknüpft ist. Dies ist für das Verständnis der Mechanismen im Täterbetrieb hilfreich.
Der „dubiose“ Quadrant – in Abbildung 1 schwarz hinterlegt – vereinigt diejenigen Verfälschungen, die mit arteigenen Substanzen erfolgen, die in Kontrolluntersuchungen mit Messunsicherheiten spielen oder die zulässige Spezifikationstoleranzen ausnutzen. Oft sind Wirtschaftsgüter mit großen Mengen betroffen, bei denen bereits „Prozentverfälschungen“ wirtschaftlich signifikant sind. Wir werden uns diesem Quadranten im folgenden Kapitel gesondert widmen.

Umgang mit dem „dubiosen“ Quadranten
Empfehlungen für Lieferantenverträge
Systematische Verfälschungen und Manipulationen sind nicht einfach zu erkennen, wenn sie dem „dubiosen“ Quadranten zuzuordnen sind. Für die einzelne Probe liegen die Prüfergebnisse in einem Graubereich mit Deutungsspielraum. Systematiken werden hierbei erst in Zeitreihen sichtbar oder in übergreifenden Datengesamtheiten.
Verpackte Produkte für den Verkauf an Endverbraucher werden im Rahmen von Eigenkontrollen des Lebensmitteleinzelhandels regelmäßig stichprobenartig auf ihre Verkehrsfähigkeit hin überprüft. Dies übernehmen meistens Dienstleistungslabore, welche die Eigenschaften des Produkts sowie die Deklaration überprüfen und alle Ergebnisse in einer lebensmittelrechtlichen Beurteilung zusammenfassen. Diese stellt dann formal die Verkehrsfähigkeit fest oder eben nicht. Darüber hinaus werden oft die im Labor ermittelten Werte im Hinblick auf die Produktspezifikationen überprüft, die durchaus strengere Maßstäbe festsetzen können als die anwendbaren gesetzlichen Anforderungen. Im Folgenden sind drei Beispiele für lebensmittelrechtliche Beurteilungen aus „Graubereichen“ gegeben:
Untersuchtes Produkt: Voll-Ei (flüssig)
„In der vorliegenden Probe wurde Fipronil-Sulfon in einer Konzentration von 5,9 µg/kg nachgewiesen, die über dem zulässigen Höchstgehalt von 5,0 µg/kg liegt. [...] Unter Berücksichtigung eines analytischen Streubereichs von 37 Prozent ist dieser Höchstgehalt jedoch nicht eindeutig überschritten. Die Probe ist damit als verkehrsfähig zu beurteilen.“
Untersuchtes Produkt: Obstkonserve
„Wir weisen darauf hin, dass der ermittelte Wert an Zinn mit 220 mg/kg über dem Höchstgehalt von 200 mg/kg gemäß Anhang VO (EG) Nr. 1881/2006 liegt. Unter Berücksichtigung der erweiterten Messunsicherheit ist dieser jedoch nicht eindeutig überschritten. Die Ware ist damit als verkehrsfähig zu beurteilen.“
Untersuchtes Produkt: Obstmischung geschnitten (tiefgefroren)
„Die Ware ist als verkehrsfähig zu beurteilen. Der präparierte Anteil an Ananas von 3,0 Prozent weicht allerdings geringfügig von der Produktspezifikation (3,6 - 9,6 Prozent) ab.“ 3
Als Abnehmer von Produkten von Vorlieferanten, Veredlern und Produzenten können Sie von folgendem mit einiger Sicherheit ausgehen:
- Betriebslabore von Produzenten und Veredlern sind hochkompetent und spezialisiert auf die jeweiligen „Matrices“ und Auswirkungen der verschiedenen Produktionsschritte.
- Eine DIN EN ISO/IEC 17025-Akkreditierung und amtliche §64 LFGB Methoden sind in der Regel nicht Leitmotive des Betriebslabors und der Produktionssteuerung.
- Sowohl bei wertgebenden Bestandteilen als auch bei Rückständen, Kontaminanten und anderen wertmindernden Eigenschaften sind beim Einsatz hochspezifischer Aufarbeitungen und Analysemethoden erstaunliche Genauigkeiten (Richtigkeit & Präzision) in der Routine möglich. Diese Genauigkeiten werden von Dienstleistungslaboren nur in Ausnahmefällen erreicht. 4
- Füllmengen quasi-homogener Rezepturanteile lassen sich genau einstellen. Dies gilt auch für „Schüttgut“.
Sofern der jeweilige Lieferant produziert oder veredelt, kann der Abnehmer davon ausgehen, dass die Prozesse beherrscht werden und dass Produkteigenschaften genau eingestellt werden können. Wenn man als Abnehmer jedoch Beurteilungen wie die oben beispielhaft angegebenen regelmäßig für die zugekauften Produkte zu sehen bekommt und insbesondere bei erweiterten Stichprobengrößen Abweichungen systematisch zu den eigenen (Abnehmer-)Ungunsten festgestellt werden, darf man als Abnehmer misstrauisch bezüglich des Lieferanten und der verwendeten Logistik werden.
Graubereiche können bereits in Lieferantenverträgen vermieden werden beispielsweise durch folgende Inhalte:
- Definition von Mindestwerten für wertgebende Bestandteile, Nettoinhalt und Anteile bei zusammengesetzten Produkten in den Produktspezifikationen.
- Definition von Maximalwerten für Rückstände, Kontaminanten und mikrobiologische Belastungen in den Produktspezifikationen.
- Formulierung der Anforderungen bezogen auf das gelieferte Produkt im Wareneingang, nicht auf Metainformationen (z. B. Einwaagen).
- Durchführung einer qualifizierten spezifischen Referenz-Sensorik (spezifische Attribute für die betreffende Warengruppe sowie z. B. Spiderweb-Darstellung des Referenzprodukts) und Einbindung derselben als festen Bestandteil in die Produktspezifikation.
- Reduzierung von Graubereichen auf schwarz und weiß. Mindestwerte sind Mindestwerte, Grenzwerte sind Grenzwerte. Wissenschaftliche Grundlagendiskussionen über statistische Messunsicherheiten sind hier nicht ziel- sondern eher irreführend. Mindest- und Grenzwerte können auch unter Berücksichtigung einer erweiterten Messunsicherheit eingehalten werden.
Nicht alles in dieser Liste ist mit jedem Lieferanten unmittelbar durchsetzbar, aber auch Teilerfolge vermindern das Risiko und die Gefahr, getäuscht zu werden. Transparenz und Sicherheit werden für beide Seiten mit Hilfe des eingeengten Spielraums für Auslegungen im Krisenfall erhöht.
Mitunter wird verteidigend der unbekannte Einfluss des Transports auf das Produkt in der Argumentation herangezogen. Mit markierten Einzelverpackungen und Vorher/Nachher-Charakterisierungen (durch dasselbe Labor) lässt sich der Einfluss des Transports verstehen und sogar quantifizieren. Einfluss von Lagerung und Transport sollten Teil des warenkundlichen Wissens sein oder werden.
3 Gesetz der großen Zahlen: Dieses Produkt wird in 40-Fuß-Tiefkühl-Containern transportiert. Bei einem durchschnittlichen Anteil von Ananas von 3,0 % fehlen bis zum Erreichen des pezifizierten Mindestwerts von 3,6 % ca. 100 Kilogramm Ananas je Container.
4 Dienstleistungslabore bieten in der Regel analytische Dienstleistungen flexibel für eine Vielzahl von Matrices an, was Kompromisse bei der matrix-optimierten Aufarbeitung erfordert. Diese Matrix-spezifischen Aufarbeitungen und Validierungen einer Methode erfolgen nur in Ausnahmefällen.
Wie funktioniert Food Fraud im Täterbetrieb
Der ökonomische Vorteil
Nach Treibern für wirtschaftliche Vorteile zu suchen, ist im Food Fraud Umfeld immer zielführend aber nicht unbedingt vollständig. Es gibt zahlreiche Beispiele, in denen nicht „Gier“, sondern auch existenzielle Notsituationen oder Produktverbesserungsabsichten zu Verfälschungen in zum Teil großem Stil geführt haben. 5
(A) Verfrühtes Inverkehrbringen von Ware im Reifelager nach 11-14 Monaten (normale Reifedauer z. B. 24 Monate) wegen finanziellen Liquiditätsengpasses verursacht durch Banken-Insolvenz („bad bank“).
(B) Tausch von Nutztieren gegen gebrauchte Agrarmaschinen aufgrund verschärfter Tierschutzanforderungen und Sanktionsandrohungen bei Nichteinhaltung. Indirekte „Verwertung“ der Nutztiere. 6
(C) Teilweise Substitution von Petersilie durch Cannabis zwecks verbesserter Kundenbindung (sic!).
Für die weitere Betrachtung nehmen wir der Einfachheit halber an, die Motivation für Food Fraud sei die Schaffung eines ökonomischen Vorteils in Form von Geld oder einem Geld-Äquivalent. Der ökonomische Vorteil kann direkter oder indirekter Natur sein:
- „Direkt“: Food Fraud führt ohne Umwege zu zusätzlichen finanziellen Mitteln (oft „in bar“) oder einem geldwerten Vorteil beim Täter durch Verkauf/Hehlerei oder Tausch z. B. teurer Rohwaren gegen Sachwerte.
- „Indirekt“: Food Fraud führt zur Verbesserung von abstrakten, eher produktionsfernen Key Performance Indicators (KPIs), z. B. „Einsparungen“, geringere Materialaufwände, geringere Zukäufe. Die Belohnung des Täters erfolgt über Prämien, Boni, Gewinnanteile, bessere Erfüllungsgrade von Zielvereinbarungen oder sonstige Vergünstigungen.
Es besteht eine starke Korrelation der direkten und indirekten Food Fraud Motivatoren mit der Tätergruppe je nachdem, ob es eine Management-Beteiligung bei der Lebensmittelmanipulation gibt oder die Manipulation durch eine konspirative Gruppe oder sogar Einzelpersonen innerhalb des Unternehmens vorgenommen wird.
Szenario 1: Führungskräfte
(ggf. die Unternehmensleitung) und/oder Experten sind involviert
Typisches Ziel:
Ziel ist die Verbesserung der Kostensituation im Unternehmen oder in Bereichen hiervon. Hieraus resultiert indirekt eine verbesserte Ertrags- und ggf. Gewinnsituation.
Persönliche Vorteile:
Die Kompensation für das eingegangene Risiko ergibt sich über Prämien oder Boni, die z. B. an das Betriebsergebnis oder an Einsparungen gekoppelt sind.
Begünstigende Faktoren im Betrieb:
Der Technisierungsgrad im Unternehmen ist hoch bis sehr hoch. Die Kompetenz zum Zusammenspiel der „Maschinenparameter“ liegt bei wenigen hochqualifizierten Personen. Meist erfolgt eine Manipulation des Herstellungs- oder Veredlungsprozesses.
Ebenfalls begünstigend wirkt sich ein niedriger Technisierungsgrad aus mit einer sehr großen Arbeitsteilung des Produktionsablaufs getragen von vielen, häufig wechselnden angelernten Arbeitskräften. Auch hier liegt das Verständnis für den gesamten Ablauf bei wenigen Kompetenzträgern. Allerdings erfolgt in diesem Umfeld meistens die Manipulation des Produkts.
5 Die aufgeführten Beispiele sind fiktiv. Jegliche Ähnlichkeit mit tatsächlichen Gegebenheiten ist nicht zufällig, sondern beabsichtigt.
6 Gesetz der großen Zahlen: Ein großer Schlachtbetrieb für Rinder verarbeitet pro Woche ca. 3.000 Tiere. Eine Verfälschung von „nur“ 0,5 % entspricht 15 Tieren einer vollständig anderen Spezies mit ähnlichem Stückgewicht pro Woche oder ca. 2 pro Tag. Dies passiert nicht unbeabsichtigt und nicht unbemerkt. Bei der Aufklärung einer solchen Situation wird man sich auf Teilnehmer der Wertschöpfung fokussieren, die Fleisch homogenisieren oder homogenisierte Ware weiterverarbeiten und veredeln.
Praxisbeispiel 1: Premium-Wurstherstellung

Das Umfeld: Das Unternehmen stellt regionale Wurstspezialitäten her. Der Betrieb ähnelt einer „Manufaktur“ mit einem hohen Anteil manueller Arbeiten (Cuttern, Einwaagen, Dosieren, Mischen, Auswiegen, etc.). In der Produktion arbeiten unter Aufsicht eines Produktions-Vorarbeiters „Produktionsleitung“ zahlreiche fremdsprachige Kräfte, in den Semesterferien auch ausländische Studenten. Für jede Person in der Produktion sowie in der Warenannahme und im Lager sind die Einarbeitung sowie regelmäßige Kenntnis-Auffrischungen dokumentiert. Auffällig gut: die Erst-Einarbeitung von neuen Kräften erfolgt in Einzel-Trainings durch die Produktionsleitung.
Eine Prüfung der Dokumentenlage ergibt eine nahezu perfekte Situation. Detaillierte Organisations- und Verfahrensanweisungen sind vorhanden und immer im Zugriff. An jedem Arbeitsplatz gibt es aktuelle Arbeitsanweisungen, einwandfreie Spezifikationen, keine Notizen oder unkontrollierten Kopien. Das Unternehmen ist nach einem gängigen Standard zertifiziert. Der Score der aktuellen Urkunde liegt bei 99,47 Prozent „higher level“.
Die Tat: Im Dosier- und Mischbereich werden fast ausschließlich fremdsprachige Arbeitskräfte eingesetzt. In der mündlichen Einarbeitung durch die Produktionsleitung werden Spezifikationswerte für wertgebende Bestandteile als „absolutes Maximum“ vermittelt, welches „keinesfalls überschritten werden darf“. Die Arbeitskräfte dosieren wertgebende Bestandteile in gutem Glauben zu niedrig. Sowohl chargen-bezogene Checklisten von Einwaagen als auch die schriftlichen Einarbeitungsunterlagen sind „Makulatur“. In der Folge werden Waren mit systematisch „nach unten“ abweichenden Anteilen an Fleischeinlagen und BEFFE-Gehalten 7 produziert. Die Leitsätze für die gefährdeten Produkte werden oft „gerade eben“ nicht erfüllt, ohne dass Abweichungen so signifikant gewesen wären, dass die zur Kontrolle eingesetzten Dienstleistungslabore eine Nicht-Verkehrsfähigkeit hätten feststellen müssen. Es ergibt sich ein indirekter ökonomischer Vorteil aufgrund der (deutlich) längeren Reichweite teurer Rohwaren.
Aufklärung: Verschiedene Produkte des Produzenten zeigten in Quartalsuntersuchungen grenzwertige BEFFE-Gehalte und Anteile an Fleischanlagen, ohne dass die einzelnen Proben für eine „harte“ Beanstandung oder die Feststellung einer Nicht-Verkehrsfähigkeit Anlass gegeben hätten. Die Gesamtdatenlage rechtfertigte aus Kundensicht aber eine gezielte Sonder-Inspektion. Die Praktik wurde letztendlich durch Überprüfung des Dokumentenverständnisses der Produktionsmitarbeiter in deren eigener Landessprache aufgedeckt.
7 BEFFE = bindegewebseiweißfreies Fleischeiweiß. Der Gehalt an BEFFE ist wertgebend.
Praxisbeispiel 2: Schokoriegel

Das Umfeld: Das Unternehmen stellt Schokoladenriegel auf kontinuierlich arbeitenden Fertigungsstraßen her („Fließkettenband“). Der letzte Arbeitsschritt vor der geometrischen Finalisierung ist das Beträufeln des Riegels und die Verschließung der Kanten mit Schokolade. Der Ausstoß der Schokolade erfolgt pulsierend über Formdüsen und einen zentralen Kolbenmechanismus, welcher die flüssige Schokolade aus einem geheizten Zwischentank an die ebenfalls geheizten Düsen transportiert.
Der Betrieb läuft 6,33 Tage pro Woche. Der Produktionsausstoß entspricht etwa einer Euro-Palette alle 110 Sekunden.
Die Geschwindigkeit der Straße sowie die Temperaturregelung an den verschiedenen Stationen sind automatisch geregelt und überwacht. Der Mensch hat im Produktionsbereich außerhalb von Umrüst-Aktivitäten eine Überwachungsfunktion. Diese wird wahrgenommen in Rundgängen, regelmäßigen Probenziehungen sowie durch Überwachung der Anlagenparameter in einem Kontrollraum.
Die Tat: Es erfolgte eine Erhöhung der Temperatur im Puffer-Container für Schokolade für den letzten Arbeitsschritt sowie eine Erhöhung der Temperatur am Kolbenausgang der Pumpe sowie an den Spritzdüsen mit der Folge einer leicht abgesenkten Viskosität des Spritzguts. Eine geringfügige Verringerung des Kolbenhubs liefert dann eine Reduktion der ausgedrückten Schokoladen-Menge pro Riegel-Zeile.
Der ökonomische Vorteil ist indirekt und ergibt sich aus dem „Gesetz der großen Zahlen“. Je Riegel werden 0,3 Gramm Schokolade „eingespart“. Dies entspricht einer Verringerung des Materialeinsatzes um 100 kg Schokolade pro Stunde oder 15 Tonnen Schokolade pro Woche bzw. einer Verringerung der entsprechenden variablen Kosten. Ein an Einsparungen gekoppeltes gestaffeltes Bonussystem für Einkauf und Produktionsleitung wurde als Treiber gesehen.
Aufklärung: Die systematisch reduzierte Menge an Schokolade blieb in den In-Process-Überprüfungen alle 30 Minuten durch das Betriebslabor unbemerkt bzw. wurde nicht als Abweichung vom Sollwert dokumentiert. In der Controlling-Abteilung fiel eine sprunghaft gestiegene spezifische Rohmaterial-Reichweite auf wenngleich auch nur auf niedrigem Niveau. Technische Modernisierungen hatten nicht stattgefunden, Anlagenfehler wurden ausgeschlossen. Die Inspektion durch einen externen Fraud-Spezialisten ergab Verdachtsmomente ausgelöst durch sporadisch und kurzzeitig auftretende Warnungen („gelb“) auf den Dashboards im Kontrollraum, die ein Ungleichgewicht von Temperaturregelung, gedrücktes Schokoladenvolumen und Bandgeschwindigkeit anzeigten. Die Manipulationen waren von den Produktionsleitern gemeinschaftlich so vorgenommen worden, dass eine kontinuierliche Warnung und damit ein Eintrag in das automatisiert geführte digitale Log-Buch vermieden wurden.
Szenario 2: Einzeltäter oder Gruppen im Betrieb
ohne Beteiligung von Führungskräften (8)
Typisches Ziel:
Ziel sind hier direkt und unmittelbar verfügbare finanzielle Mittel oder sonstige geldwerte Vorteile oder Tauschwaren.
Persönliche Vorteile:
Der ökonomische Vorteil ergibt sich direkt aus der Veräußerung von Waren (z. B. hochwertiger Rohware) an Interessenten, Hehler, Mittelleute.
Begünstigende Faktoren im Betrieb:
Die produktionstechnischen Abläufe sind komplex. Das Produkt ist ebenfalls komplex und erfordert in seiner Herstellung Kompetenz und Expertise der an der Produktion Beteiligten. Unter Umständen gibt es eine große Variabilität des Produkts. Die Produktionsleistung und der Arbeitsdruck sind hoch, Mehrschichtbetrieb und Wochenendarbeit sind üblich. Meistens wird in diesem Szenario das Produkt manipuliert durch Substitution bzw. Streckung wertgebender Bestandteile durch minderwertige Materialien.
Praxisbeispiel: Sportlernahrung und Nahrungsergänzungsmittel

Das Umfeld: Das Unternehmen veredelt Rohwaren (Zukaufware) in Lebensmittel- und zum Teil Pharmaqualität zu Sportlernahrung und frei verkäuflichen Nahrungsergänzungsmitteln. Zum Einsatz kommen neben Farbstoffen und Aromen unter anderem Vitamin- und Protein-Premixe, Aminosäuren, komplexe Saccharide und Fettsäuren. Die Produktion bzw. Veredlung erfolgt semi-automatisch in einem erweiterten Arbeitszeitenkorridor von 7 Uhr bis ca. 22:00 Uhr an sechs Tagen pro Woche, wobei Samstag nur eine 8-stündige Normalschicht mit geringerer Personalstärke „gefahren“ wird. Die produzierten Waren sind für den Endverbrauch geeignet und haben die Form von Pulvern, Flüssigkeiten, Presstabletten und Dragées.
Die zugekauften Rohwaren kommen in verschiedenen Verpackungsformen: Kanister, Säcke, Kunststoffeimer, Pendelfässer (ca. 210 Liter) als Schutz für aseptische Beutel mit der zugekauften Rohware. Seltener werden Food Grade Big Bags verwendet.
Die Tat: Hochwertige Grundstoffe werden sporadisch ausgetauscht und durch kostengünstige Placebo-Materialien substituiert, z. B. Stärke anstelle von Molkenprotein, löslicher Früchtetee anstelle von Vitamin-Premixen und Aromen.
Es ergibt sich ein direkter ökonomischer Vorteil durch Veräußerung der veruntreuten Waren an Hehler und „interessierte Organisationen“.
Die Beteiligten an den Aktionen waren der Leiter des Betriebslabors (gleichzeitig verantwortlich für die Qualitätssicherung), einer der beiden Produktionsleiter sowie ein Mitarbeiter im Bereich Lager und Logistik.
Aufklärung: Ein Großkunde des Unternehmens erhielt Hinweise aus Online-Bewertungen der vertriebenen Produkte, die eine schwankende Qualität bestimmter Produkte bemängelten. Die Eigenkontrollen des Großkunden ergaben keine Hinweise 9. Untersuchungen an Rückstellproben des Unternehmens der (vermutlich) betroffenen Chargen ergaben ebenfalls keine Hinweise auf Qualitätseinbrüche. Es erfolgte eine Betriebsinspektion durch einen externen Spezialisten mit dem Ziel, das Unternehmen bei der Ursache der vermutlichen Qualitätsschwankungen zu unterstützen und Möglichkeiten für Food Fraud zu beschreiben. Bei der Inspektion wurde ein stark belastetes Betriebsklima deutlich. Indiz für einen Fraud Tatbestand war eine „Insel der Zufriedenheit“ in einem Meer der Unzufriedenen. Hier waren extrem hohe Produkt- und Prozesskompetenz und -begeisterung gepaart mit a) der strategischen Positionierung der Beteiligten im Unternehmen (Produktionsleitung, Qualitätssicherung, Lager und Logistik) und b) einer überdurchschnittlich hohen Bereitschaft zur Übernahme der (allgemein sehr unbeliebten) Spät- und Samstagsdienste.
Es konnte im Nachgang der Inspektion warenkundlich modelliert werden, wie und mit welchen Materialien mögliche Verfälschungen erfolgen könnten. Hierfür wurden auch mögliche Abnehmerkreise für die Rohwaren analysiert. Für einen begrenzten Zeitraum wurde ohne Wissen des produzierenden Unternehmens die Frequenz der Überprüfung der Produkte durch den Großkunden stark erhöht mit speziellem Fokus auf wenige Zielsubstanzen. Innerhalb des Beobachtungszeitraums wurden mehrere Verfälschungen entdeckt, die ohne Abweichung dem modellierten Fraud-Muster entsprachen.
8 Es gibt auch Mischformen, in denen zwar Führungskräfte zur Tätergruppe gehören, die Führungsrolle jedoch nicht unbedingt ausschlaggebend für die Durchführung ist.
9 Siehe oben: die Verfälschungen erfolgten sporadisch.
Täterklassen und ihre typischen Eigenschaften
Jede Einteilung und jedes „Profiling“ ist willkürlich. In der Praxis der Aufklärung ähneln sich aber Denk- und Handlungsmuster, so dass die folgende Einteilung eine Hilfe bei der Risiko- und Gefahreneinschätzung bieten kann. Wenn mehrere Personen innerhalb eines Unternehmens an den Fraud-Aktivitäten beteiligt sind, können auch verschiedene Profile zusammenarbeiten und dann für die Tätergruppe ein Mischprofil liefern.
Es gibt mehrere (intellektuelle) Ansätze, Lebensmittel zu verfälschen überwiegend wegen finanzieller Gründe aber durchaus auch wegen anderer, eher defensiver Ursachen. Den Täterklassen eigen ist eine typische, oft vorhersehbare Vorgehensweise (und dies kaum abhängig von der betroffenen Warengruppe). Im folgenden Kapitel wird erklärt, welche Einordnungen der Täter sich vornehmen lassen, anhand welcher Indizien man die Klassifizierung durchführen kann und welche Gegen- und Präventionsmaßnahmen sich empfehlen.
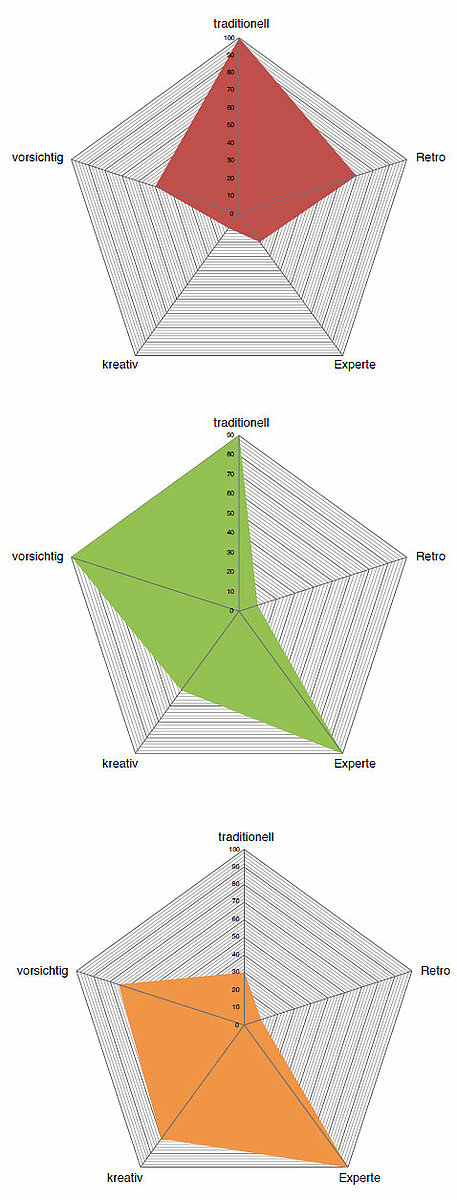
Die in der vorliegenden Publikation verwendete Einteilung lässt sich begrifflich wie folgt fassen:
- „traditionell“
- „Retro“
- „Experte“
- „kreativ“
- „vorsichtig“
Typische Mischformen oder Gruppenklassen sind in den in Abbildung 2 angeführten Spiderweb-Darstellungen abstrahiert. Die Bedeutung wird sofort klar, wenn die Unterscheidungsmerkmale der Täterklassen herausgearbeitet werden.
Im Folgenden werden die typischen Merkmale jeder der genannten Täterklassen beschrieben, Beispiele für „passende“ Fraud-Aktivitäten gegeben und Hinweise zu Kontermaßnahmen genannt.
Täterklasse: „der Traditionelle“
Der „Traditionelle“ denkt (oft) nicht weit und nicht komplex und lebt in seiner eigenen engen Produktwelt, in der er sich gut auskennt. Mitunter ist das Unternehmen seit Generationen im jeweiligen Geschäft. Das Produkt ist zeitlich keinen wesentlichen Änderungen und Neuerungen unterworfen.
Geschäfte werden nicht gern anonym gemacht, sondern bevorzugt basierend auf persönlichen Beziehungen und gegenseitigem Respekt. Diese Täterklasse wendet eher einfache, naheliegende und im größeren Kontext bekannte Verfälschungsmethoden an oder erfindet diese „neu“. Gute Geschäftspartner und „Freunde“ werden nicht getäuscht.
Beispiele für Verfälschungen:
- Güteklasse des gelieferten Olivenöls weicht von der Güteklasse des beprobten Mutterlots ab.
- Geröstetes ranziges Haselnussmehl (oft aus Vorjahres-Restbeständen) wird in frisches Haselnussmehl eingemischt. Mitunter werden unbeabsichtigt Mykotoxine aus angeschimmelter Ware eingetragen. Dann besteht ggf. ein Gesundheitsrisiko.
- Konventionell produzierte Ware wird als Bio-Ware deklariert.
- Herkunftsangaben sind grob falsch. Speziesangaben sind grob falsch.
- Natürliche Aromen werden verlängert oder substituiert durch künstliche Aromen.
Der Schwierigkeitsgrad, Fraud Aktivitäten aufzudecken, ist niedrig. Das heißt, diesem Täter sind Verstöße in der Regel schnell und einfach nachzuweisen.
Geeignete Gegenmaßnahmen:
- Kontinuierliche Risikobewertung durch Zeitreihenanalysen von Labordaten.
- Dynamische Prüfumfänge für Laboranalysen verwenden. Breite Risikobereiche abdecken.
- Kontrolle der branchen-bekannten „Standardrisiken“ mit bewährter Laboranalytik und qualifizierter Sensorik. Produktspezifikationen schärfen im Hinblick auf Eliminierung von Graubereichen.
- Bei Vorfällen das zweite-Chance Prinzip anwenden und nicht sofort auslisten.
- Aufbau einer langfristigen Geschäftsbeziehung auf Augenhöhe.
Täterklasse: „Retro“
Die Täterklasse „Retro“ verfügt über exzellente, im Unternehmen oft personengebundene Warenkenntnis und auch Kenntnis der Variabilität von Produktionstechniken, d. h. des Zusammenspiels von Prozess-Einstellgrößen und die Auswirkungen auf das Produkt.
Bei den Fraud-Aktivitäten wird auf Originalität und „Frechheit siegt“ gesetzt. Oft werden Variationen „veralteter“ Fälschungen angewendet, auf die nicht mehr oder nur in Ausnahmefällen geprüft wird.
Beispiele für Verfälschungen:
- Wein wird mit Diethylenglykol versetzt zur Vortäuschung einer höheren Qualitätsstufe.
- Ananas (gewürfelt in Obstmischungen) wird substituiert durch Kürbis und Butansäureethylester.
- Fleisch wird nach Ablauf des Verbrauchsdatums neu etikettiert.
- Olivenöl wird mit Fremdölen gestreckt.
- Gewürze – besonders in Pulverform – werden mit Fremdsubstanzen gestreckt, z. B. Reis in weißem Pfeffer oder Färberdistel in Safran.
Der Schwierigkeitsgrad, Fraud Aktivitäten aufzudecken, ist niedrig. Auch diesem Täter kann man relativ einfach Lebensmittelverfälschungen nachweisen.
Geeignete Gegenmaßnahmen:
- Kontinuierliche Risikobewertung durch Zeitreihenanalysen von Labordaten.
- Dynamische Prüfumfänge für Laboranalysen verwenden. Breite Risikobereiche zeitlich gestaffelt abdecken.
- Kontrolle der branchen-bekannten „Standardrisiken“ mit bewährter Laboranalytik und qualifizierter Sensorik. Produktspezifikationen schärfen im Hinblick auf Eliminierung von Graubereichen.
- In Audits: Abfall- und Mengenbilanzen prüfen, „mobile“ Quarantänebereiche erkennen 10, unvollständig gekennzeichnete Waren im Lager erkennen, abgelaufene Ware im Tiefkühl-Lager vorfinden (Achtung: „red flag“). Beschreibung des Rework-Prozesses kontrollieren und Prozess von verschiedenen Mitarbeitern in der Produktion erklären lassen (und auf Inkonsistenzen prüfen).
Täterklasse: „Experte“
Die Täterklasse „Experte“ besitzt exzellente Kenntnisse zu Waren und Produktionstechniken und kennt sich hervorragend aus mit den (amtlichen) Analysemethoden zur Bestimmung der wertgebenden Bestandteile sowie der unerwünschten oder verbotenen Rückstände und Kontaminanten. „Experten“ sind bestens vertraut mit gesetzlichen Regelungen sowie den jeweils geltenden Grenzwerten, Verordnungen und ggf. warengruppenspezifischen Sonderregelungen.
Der Fraud Tatbestand ist oft indirekt, d. h. es wird z. B. mit Rezepturtoleranzen gearbeitet, oder es werden Grenzwerte ausgenutzt. Diese Täterklasse erwartet hohe Zusatzerträge, das Risiko „muss sich lohnen“. Es ist erhebliches kriminelles Potenzial vorhanden, und in der Regel werden Komplizen zur Realisierung benötigt.
Fraud Aktionen erfolgen oft Poisson-verteilt, d. h. in gezielten Aktionen aber in unregelmäßigen und nicht korrelierten zeitlichen Abständen. Akzeptable Laborergebnisse und/oder akzeptable lebensmittelrechtliche Beurteilungen werden ggf. gezielt synthetisiert.
Beispiele für Verfälschungen:
- Milchpulver wird mit Melamin versetzt zur Vortäuschung eines höheren Proteingehalts.
- Bestimmte C3/C4-Zuckerverhältnisse werden gezielt mikrobiologisch synthetisiert zur Vortäuschung einer bestimmten Pflanzengruppe als Herkunft für den Zucker. 11
- Nicht-verkehrsfähige Ware wird verkehrsfähiger Ware untergemischt. Resultierende Konzentrationen an Kontaminationen oder Rückständen liegen am oder knapp über dem gesetzlichen Grenzwert oder der jeweiligen Spezifikation.
- Spezifikationstoleranzen und Messunsicherheiten werden systematisch ausgenutzt.
- Reifezeiten (sofern wertgebend) werden verkürzt, die einhergehenden Dokumentationen werden manipuliert.
Der Schwierigkeitsgrad, Fraud Aktivitäten aufzudecken, ist mittel bis sehr hoch. Diese Täter sind extrem geschickt hinsichtlich Lebensmittelverfälschungen.
Geeignete Gegenmaßnahmen:
- Kontinuierliche Risikobewertung durch Zeitreihenanalysen von Labordaten.
- Dynamische Prüfumfänge für Laboranalysen verwenden. Breite Risikobereiche abdecken.
- Produktspezifikationen schärfen im Hinblick auf Eliminierung von Graubereichen.
- Auch wechselnde ungerichtete Analysen („non-targeted“) und DOD-Sensorik 12 einsetzen.
- In Audits: Abfall- und Mengenbilanzen prüfen, „mobile“ Quarantänebereiche erkennen, auf Anzeichen von Zirkelbildung achten, unterschiedliche Tiefenkenntnis von „Peers“, d. h. von Personen übereinstimmender Funktion im Unternehmen, bemerken und weiterverfolgen.
10 Mit „mobilen Quarantänebereichen“ sind z. B. Paletten mit offensichtlich mangelhafter und nicht gekennzeichneter Ware gemeint, die auf Flurförderfahrzeugen im Produktionsbereich abgestellt sind. Auf Nachfragen während einer Begehung lautet die typische Antwort „die Ware wurde aussortiert, der Kollege ist noch nicht dazu gekommen, sie zu sperren und ins Quarantänelager zu bringen“.
11 „Opferprodukte“ hier sind z. B. Traubenmost zur weiteren Verarbeitung und Honige.
12 „Degree of Difference Testing“ DOD ist eine mächtige Erweiterung des traditionellen beschreibenden Ansatzes in der Sensorik. DOD ermittelt das Vorhandensein einer Abweichung zur Referenz, beurteilt die Stärke der Abweichung und kann in Verbindung mit dem geeigneten beschreibenden Vokabular den Charakter und die Herkunft der Abweichung genau fassen. Es ermöglicht, erlaubte Schwankungskorridore bei Produktvariabilität genau festzulegen und mehrere Produkte gemeinsam zu vergleichen. „Fehlalarme“ werden durch statistische Absicherung vermieden. Die kleinste nachweisbare Abweichung kann genau bestimmt werden, (ist aber nicht primäres Ziel der DOD-Sensorik).
Täterklasse: „Kreativling“
Die Täterklasse „Kreativling“ besitzt große Ähnlichkeit mit der Täterklasse „Experte“. Beide arbeiten häufig im Team. Kreativität entsteht nicht in der Isolation, daher arbeitet diese Tätergruppe sehr agil und besitzt oft eine interdisziplinäre Geschichte. Damit wird sie zu einem beweglichen Ziel für Kontermaßnahmen.
„Kreativlinge“ sind übergreifend vernetzt, oft charismatisch und können verdeckte Organisationen aufbauen oder aktivieren.
Vermehrt werden auch „junge“ Geschäftsfelder und Warengruppen das Ziel von Verfälschungen: Sportlernahrung, Nahrungsergänzungsmittel, Veggie-Produkte, exklusive Fleischprodukte.
Beispiele für Verfälschungen:
- „Invers-Lesen“ von Patenten 13 in Kombination mit Kenntnissen von Bewertungskriterien (für belastbare statistische Auswertungen nicht ausreichende Stichprobengrößen) liefert systematische Unterfüllung von Fertigverpackungen.
- Fleisch nicht registrierter Pferde wird in Rinder-Hackfleisch „untergebracht“.
- Der „Kreativling“ könnte intensiv nach gesundheitsverträglichen Alternativen zu „Melamin“ suchen, um kostengünstig Proteingehalte vorzutäuschen, die nicht vorhanden sind. Ihm ist bekannt, dass die amtlichen Methoden zur Protein-Gehaltsbestimmung auf den Gehalt an Stickstoff im Produkt abstellen.
- Eine Methode zu entwickeln, dry-aged-beef kostengünstig, schnell und mit authentischem Resultat zu „erzeugen“, liegt möglicherweise auch im Zielgebiet des „Kreativlings“.
Der Schwierigkeitsgrad, Fraud Aktivitäten aufzudecken, ist mittel bis sehr hoch. Auch diese Täter sind geschickt im Umgang mit Produktfälschungen.
Geeignete Gegenmaßnahmen:
- Kontinuierliche Risikobewertung durch Zeitreihenanalysen von Labordaten.
- Dynamische Prüfumfänge für Laboranalysen verwenden. Breite Risikobereiche abdecken.
- Produktspezifikationen schärfen im Hinblick auf Eliminierung von Graubereichen.
- Auch wechselnde ungerichtete Analysen („non-targeted“) und DOD-Sensorik einsetzen.
- In Audits: Abfall- und Mengenbilanzen prüfen, „mobile“ Quarantänebereiche erkennen, klammernde Fragetechniken einsetzen nach dem Muster „wie würden Sie verfälschen, wie würden Sie abwehren?“.
13 Informationen in einem Patent zur Steuerung von Füllgewichten von Fertigverpackungen können z. B. dazu verwendet werden, die Gewichtskontrolle statistisch so zu manipulieren, dass die Kontrollen im Mittel zwar den Sollwert liefern, das tatsächliche Füllgewicht der Einzelverpackung aber systematisch zwischen Sollwert und unterer Warngrenze liegt, also systematisch unterfüllt wird, ohne Abbildung in den Qualitäts-Regelkarten.
Täterklasse: „Vorsichtig und Genügsam“
Die Täterklasse „Vorsichtig und Genügsam“ ist mit kleinen anteiligen aber dauerhaften Zugewinnen zufrieden. Bei Aufdeckung gibt es kaum Schuldbewusstsein, oft sind Täter sogar exzellent strukturiert mit ausgeprägten ethischen Ansprüchen. 14
Das Vorgehen ist vorsichtig und risikoscheu, Strecken und Substituieren erfolgt im „Spurenbereich“ mit arteigenen und artverwandten Substanzen.
Täter vertrauen darauf, dass schleichende Qualitätserosion nicht bemerkt wird und „im Rauschen untergeht“. Fremdsubstanzen zur Streckung müssen dem eigenen Anspruch wegen für die Verwendung in Lebensmitteln zugelassen sein.
Beispiele für Verfälschungen:
- Nach der Endspülung von Mehrwegverpackungen wird Restwasser in der Verpackung/Flasche belassen.
- Waren werden mit arteigenen oder artverwandten Stoffen gestreckt oder versetzt: Öl in Öl, Wasser in Milch, Stängel/Blätter/Schalen in (gemahlenem) >Produkt<.
- Alte Ware wird neuer Ware untergemischt. Nicht verkehrsfähige Ware wird verkehrsfähiger Ware untergemischt.
- Aus formalen Gründen nicht-verkehrsfähige Ware (z. B. Federn im Produkt) wird in einen Rework-Prozess gegeben und in stark prozessierte Produkte überführt. 15
- Anteile wertgebender Bestandteile in zusammengesetzten Rezepturen und Mischungen werden im Rahmen der Spezifikationstoleranz „nach unten“ ausgereizt.
Der Schwierigkeitsgrad, Fraud Aktivitäten aufzudecken, ist mittel bis sehr hoch.
Geeignete Gegenmaßnahmen:
- Kontinuierliche Risikobewertung durch Zeitreihenanalysen von Labordaten.
- Dynamische Prüfumfänge für Laboranalysen verwenden. Breite Risikobereiche abdecken.
- Produktspezifikationen schärfen im Hinblick auf Eliminierung von Graubereichen.
- In Audits: Rework-Prozess überprüfen und das Verständnis im Produktionsbereich auf Plausibilität überprüfen. Abfall- und Materialbilanzen prüfen, Plausibilitätschecks durchführen für Produktions-Hilfsstoffe: werden diese wiedergewonnen, gelangen sie ins Produkt, passen Lagerbestände zum beschriebenen Prozess?
14 Typische Argumentation: „Ja, es erfüllt vielleicht irgendwelche Normen nicht, aber deswegen ist doch das Lebensmittel nicht schlecht und schon gar nicht gefährlich. Ich kann doch keine Lebensmittel vernichten, die noch gut sind.“
15 In einem solchen Fall muss das rechtliche Umfeld genau geprüft sein um sicherzustellen, dass der Rework tatsächlich nicht zulässig ist.
Zusammenfassung
Die analytische Überprüfung von Produkten auf möglicherweise vorhandene Verfälschungen ist immer die letzte Möglichkeit, betroffene Ware noch abzufangen, bevor sie weiterverarbeitet oder in Verkehr gebracht wird. Einschlägige Qualitätsstandards widmen sich dieser Schwäche und definieren Anforderungen sowohl für das eigene Unternehmen als auch für die ersten Ebenen der Vorlieferanten. Hierbei stehen die Waren, die Organisation und die Verfahren im Fokus.
Ein wirksames Abwehr- und Präventionsmanagement wird aber unvollständig bleiben, wenn die Systeme lediglich auf das Risiko des Produkts als Indikator abstellen. In dieser Methodik bleibt der Fraud-Täter im Wesentlichen unbekannt. Er wird reduziert auf einen eindimensionalen Stereotyp.
Die Praxis ist wesentlich differenzierter, und ein erhöhtes Bewusstsein für Tätermotivation und Vorgehen bei Fraud-Aktivitäten ist ein weiterer Schlüssel für ein verbessertes Präventions-Management insbesondere auch in den Bereichen von Food Fraud, in denen Prozessaudits allein nicht ausreichen und die analytischen Überprüfungen von Waren an die Grenzen ihrer Aussagekraft kommen, d. h. im Bereich der Prozent-Verfälschungen und dem Spiel mit Mess- und Spezifikationstoleranzen.
Die notwendigen Informationen für die Härtung der Abwehr- und Präventionssysteme sind ohne wesentliche Zusatzaufwände zugänglich. Obligatorische Audits und Inspektionen können als Vehikel hierfür verwendet werden, dann allerdings über Checklisten-Überprüfungen hinausgehend und während Betriebsbegehungen den Intuitionen der Inspekteure folgend. Für zielgerichtete Analysen von Fraud-Risiken und zur Aufklärung von Sachverhalten können auch externe Spezialisten beauftragt werden, die sich schwerpunktmäßig mit Food Fraud beschäftigen. Ergebnisse solcher Informationsgewinne können dann Eingang finden in verbesserte Lieferantenverträge, die bilateral Sicherheit bei Sachverhalten geben, die aus Sicht offizieller Regularien in Graubereichen liegen.
Kontakt
DLG-Fachzentrum Lebensmittel • Bianca Schneider-Häder • Tel.: +49 (0) 69 24 788-360 B.Schneider@DLG.org